表 1
四通道α-Al2O3中空纤维载体的主要结构参数
Table 1.
Main structural parameters of four-channel α-Al2O3 hollow fiber support

微电子器件快速发展对电子级溶剂(如半导体清洗剂)的品质提出了更高要求,其中含水量是一项关键技术指标,一般要求控制其质量分数在0.02%以下。乙醇是一种性能优异的有机溶剂,具有低残留的优点,可用作半导体材料的清洗剂,目前制备电子级乙醇的脱水技术主要基于精馏-分子筛吸附耦合工艺,但操作步骤复杂度高、能耗大。渗透汽化或蒸汽渗透膜分离技术是利用分子在孔道的吸附扩散差异实现筛分的[1-3],不受传统气-液平衡的限制,因此具有高效节能、操作方便等优点[4-6],在电子级溶剂脱水领域具有良好的应用潜力。
NaA分子筛膜具有优良的亲水性,可以显著提升蒸汽渗透脱水的经济性[7-9],是现阶段唯一实现商业化的分子筛膜。目前NaA分子筛膜已广泛用于十多种工业溶剂(水的质量分数约0.5%)[10]的回收。为提升NaA分子筛膜溶剂脱水技术的经济性,需进一步增大膜渗透通量和装填密度。本研究组前期工作以四通道α-Al2O3中空纤维为载体成功合成出NaA分子筛膜新材料,其过膜水通量是常规管式结构的2~3倍,且装填密度也提升了3~4倍[11-14],具有显著的技术经济优势。目前,NaA分子筛膜用于制备超低含水量溶剂方面的研究鲜有报道。Zeng等[15]采用管式NaA分子筛膜(总面积7.3 m2),在进料温度为120 ℃时,将N-甲基吡咯烷酮(NMP)中水的质量分数降至0.105‰,证实了NaA分子筛膜脱水技术实现超低含水量有机溶剂制备的可行性。然而,该研究仅采用真空抽吸的方式移除水分,而当料液进入低含水量区时,水汽的压力梯度会变得十分微弱,在低化学势驱动力下,过水通量会变得极低,从而影响了制备效率。
分子筛膜脱水过程是在水汽的跨膜压差下驱动的。在低含水量(水的质量分数小于1.0%)下,通过提高进料侧温度和压力、改善渗透侧真空度可以强化传质动力,但这会增加工艺能耗和设备投资,也受限于膜材料和料液理化性质,操作弹性不大。另外,在维持进料温度、压力不变、固定真空泵抽吸性能的前提下,水汽的跨膜压差也可通过吹扫来强化。然而,目前真空抽吸和吹扫的结合操作并未用于NaA分子筛膜对有机溶剂的深度脱水过程。显然,在低含水量下,借助惰性气的吹扫作用来降低渗透侧水汽分压,是一条值得探索的操作途径,即可通过简单调节吹扫气流量对渗透侧水汽分压实现倍率降低操作。这种方式不仅操作简便、工作区间大,也易于与其他工艺联用,在乙醇深度脱水领域具有更佳的应用前景。
我们针对常规蒸汽渗透过程中乙醇微量水脱除效率低的问题,采用自制的四通道中空纤维NaA分子筛膜[16],结合真空抽吸和N2吹扫的操作方式,通过稀释渗透侧水汽分压,强化深度脱水分离过程,并分析了操作参数对乙醇深度脱水性能的影响规律。
95%乙醇和99.7%无水乙醇购自无锡亚盛化工有限公司,高纯氮气购自南京鸿烨特种气体供应有限公司,去离子水和NaA型分子筛膜组件由实验室自制。实验中使用的仪器主要包括蒸汽渗透装置(实验室自制)、分析天平(BT 224S,赛多利斯科学仪器有限公司)、气相色谱仪(SP-6890,山东鲁南瑞虹化工仪器有限公司)、冷场发射扫描电镜(FESEM,S-4800,日本日立)、卡尔费休水分仪(ETO8,梅特勒-托利多国际贸易有限公司)、电加热蒸汽发生器(LDR0.008-0.7,张家港市尚亿热能设备有限公司)、平流泵(2PB-100001Ⅰ,航天科技集团北京卫星制造厂)。
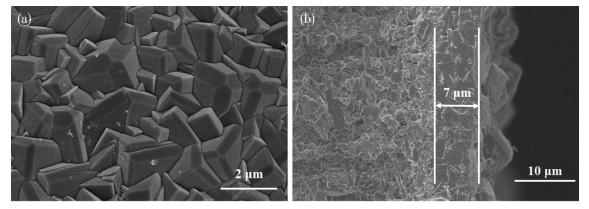
四通道中空纤维NaA分子筛膜为实验室自制。本研究组前期工作中详细介绍了采用二次生长法在四通道α-Al2O3中空纤维载体外表面水热合成NaA分子筛膜的制备过程[16-18],所用载体的主要结构参数如表 1所示。图 1为自制的NaA分子筛膜的SEM表面和断面图,由图可知,NaA分子筛膜形貌连续、致密,膜层厚度约7 μm。我们选用的四通道中空纤维NaA分子筛膜的有效长度为34 cm,面积为36.8 cm2。
 下载:
导出CSV
下载:
导出CSV
| Outer diameter/mm | Strength/N | Three-point bending strength/MPa | Porosity/% | Average diameter of pore/μm |
| 3.40 | 52 | 104 | 37 | 0.17 |
NaA分子筛膜蒸汽渗透脱水装置示意图如图 2所示,用O型圈将膜密封于组件中。在实验操作中,以工业级乙醇(质量分数为99%)为原料(1 kg),经平流泵输送至蒸发罐,经蒸汽发生器后发生热交换,原料液被汽化后(温度波动±2 ℃)流入膜组件单元。在膜组件中,氮气可通入膜腔体内进行吹扫,并与油封旋片真空泵相连,强化水分子透过膜层和移除过程,最后在冷阱中(液氮环境)收集。根据吹扫工况的不同,渗透侧压力始终维持在200~1 200 Pa,渗透侧组分进入冷凝器,经冷凝液化后,返回原料罐,从而对原料持续脱水。进料液和渗透液含水量分别由卡尔费休水分仪(梅特勒,ETO8)和气相色谱(岛津,GC-2014A)测定。后文的含水量均为水的质量分数。
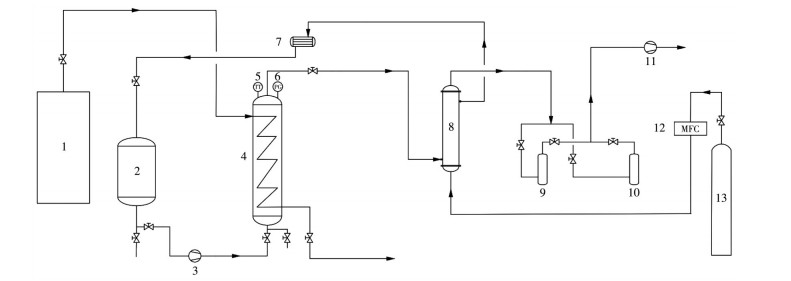
1: Steam generator; 2: Raw material tank; 3: Advection pump; 4: Evaporator; 5: Temperature gauge; 6: Pressure gauge; 7: Condenser; 8: Membrane module; 9, 10: Cold traps; 11: Vacuum pump; 12: Mass flow controller; 13: Nitrogen cylinder.
分子筛膜蒸汽渗透分离性能可以用渗透通量(J,kg·m-2·h-1)和分离因子(α)来评价,计算公式如下:
|
|
(1) |
|
|
(2) |
式中,J为单位时间和单位膜面积内透过膜组分的质量,kg·m-2·h-1;m为渗透液质量,kg;Am为膜面积,m2;Δt为取样时间间隔,h;yi、yj分别为组分i和j在渗透液中的质量分数;xi、xj分别为组分i和j在原料液中的质量分数。
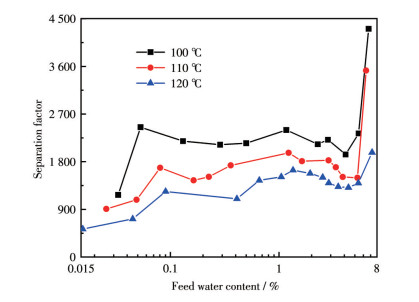
首先考察了在常规蒸汽渗透操作下(吹扫气流量为零),中空纤维NaA分子筛膜对乙醇溶剂的脱水极限,其中原料液进料流量为30 mL·min-1。图 3为不同温度下持续15 h脱水过程,渗透液含水量、水通量随料液含水量变化的关系。由图可知,在进料温度为100 ℃(对应压力为0.15 MPa),膜材料对料液含水量(初始含水量为6.71%)的分离极限约为0.035%,对应操作时长为14 h,此时水通量由1.114 kg·m-2·h-1下降至0.002 kg·m-2·h-1,而渗透液含水量由99.85%降至37.20%。这是由于料液含水量降低会导致进料侧水汽分压降低,这会逐渐减小渗透驱动力直至趋于消失,所以水通量会呈现逐渐降低直至为零的趋势。比如,在温度为100 ℃、料液含水量为0.035%时,其水分子跨膜压差(Δpw)仅为59 Pa,十分微弱。此时,虽然乙醇的吸附扩散系数仍低于水分子,但乙醇分子会具有远高于水分子的跨膜驱动力,导致乙醇的过膜通量超过水分子,因此渗透侧含水量一直降低。升高操作温度会改善进料侧水组分分压,进一步移除料液水分。如当操作温度升到110 ℃时(对应压力0.22 MPa),料液的最终含水量维持在0.257‰,此时的操作时长为15 h,脱除效率提升7%(脱至0.350‰时,操作时间为13 h)。图 4为不同温度下分离因子随料液含水量的变化趋势,其随料液含水量的降低而降低。如当温度为100 ℃时,当料液含水量由6.71%降低至0.350‰,对应分离因子由4 310降低至1 175。这可归因于乙醇和水分子的竞争吸附:随着含水量降低,进料侧水分子吸附在膜层表面和缺陷的数量逐渐减少,会导致更多乙醇分子吸附、透过膜层,降低了分离因子。此外,温度越高会导致分离因子越小。如当温度从100 ℃升高至120 ℃,含水量为7.0%左右时,分离因子由4 310降至1 976。这是因为水分倾向吸附在分子筛孔隙或者晶间缺陷,这就减小了晶间缺陷的有效尺寸,但升高温度会降低水分子的吸附量,导致晶间缺陷有效尺寸增大,因此分离因子呈现降低的趋势。

上述结果表明,升高温度对NaA分子筛膜蒸汽渗透深度脱水的提升效果有限,且高温会增加膜材料晶间缺陷的有效尺寸,增加分离能耗,因此考虑采用N2吹扫和真空抽吸的结合方式,稀释渗透侧水汽分压来增加跨膜推动力,提高乙醇深度脱水的效率。
首先固定操作温度(100 ℃)和原料液进料流量(30 mL·min-1),研究了吹扫气对NaA分子筛膜深度脱水性能的影响,在不同吹扫气流量下的操作时间不同(0 mL·min-1,24 h;20 mL·min-1,36 h;40 mL·min-1,29 h;60 mL·min-1,19 h)。图 5为吹扫气流量对膜材料蒸汽渗透性能的影响。由图可知,当料液含水量为1%时,随着吹扫气流量由0 mL·min-1增至60 mL·min-1,水通量由0.47 kg·m-2·h-1上升至0.65 kg·m-2·h-1,渗透液含水量由95.52%上升至98.47%。水通量增强说明引入N2吹扫可以显著降低渗透侧水汽分压,提高水分子跨膜驱动力,从而促进水分子在微量条件下的渗透通量。同时,吹扫气可以将渗透侧水分快速移除,这极大提升了NaA分子筛膜的深度脱水能力。如当吹扫气流量为60 mL·min-1时,料液含水量可从1.0%降至0.175‰,此时水通量则由0.65 kg·m-2·h-1降至0.01 kg·m-2·h-1,对应的渗透液含水量由98.47%降至51.43%。这表明水通量和渗透液含水量均随料液含水量的减少而减少,含水量越低,膜的脱水性能衰退越明显。这是由于在进料压力不变的情况下,料液低含水量会降低水渗透驱动力,导致水通量和渗透液含水量均逐渐降低[19-20]。
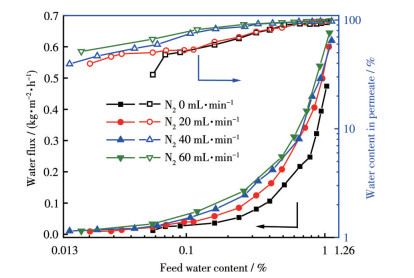
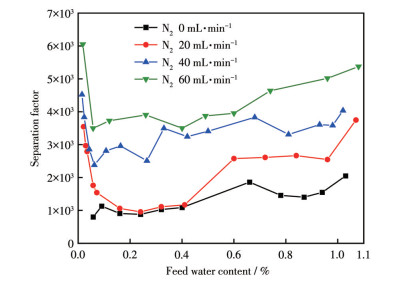
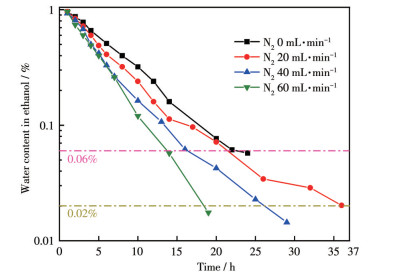
图 6为不同N2流量吹扫下膜分离因子随料液含水量的变化趋势。由图可知,在无N2吹扫时,当料液含水量由1.0%减少至0.394‰,分离因子则由2 049减小至798。同理,这是由于低含水量会减弱水分子在分子筛孔道内和晶间缺陷的吸附量,引起晶胞收缩,暴露缺陷,导致更多乙醇分子透过膜层,从而降低膜分离脱水的选择性[21]。与之对比,在引入N2吹扫后,分离因子呈现先减少后上升的趋势,如当吹扫气流量由0 mL·min-1加大至60 mL·min-1,分离因子区间由500~2 000上升至3 500~6 000。这是由于膜内侧引入N2吹扫降低了渗透侧水分压,使得跨膜推动力增大,水分子在NaA分子筛膜层内的浓度增加,吸附在分子筛孔道内的水分子会延迟衰减,从而抑制了晶间缺陷有效尺寸的扩大。图 7为不同吹扫气流量下乙醇含水量随操作时间变化的关系。由图可知,在不引入吹扫的情况下,乙醇含水量降至0.06%后便难以继续脱除(本次操作的最终含水量为0.574‰)。通入N2后,料液中的含水量可以继续降低至0.02%,且吹扫气流量越大,原料液乙醇含水量的降低速度越快,表明增加吹扫气能够增加水分子的跨膜推动力,提升乙醇深度脱水的效率。
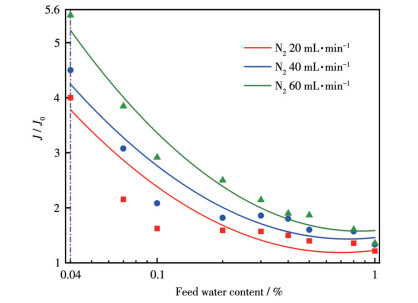
为量化吹扫气在料液不同含水量下对分子筛膜脱水能力的强化效果,定义通量比参数J/J0(J为不同N2流量吹扫下的水通量、J0为无N2吹扫下的水通量)。图 8为不同N2流量吹扫和进料含水量对通量比的影响。显然,随着吹扫气流量的增加,水通量比呈现出加快上升的趋势,且含水量越低,增强效应越明显。如当料液含水量为1.0%时,引入60 mL·min-1的N2吹扫后,水通量仅为未加吹扫气时水通量的1.4倍,但当料液含水量降低至约0.04%时,该水通量为未吹扫对照工况的5.5倍。这说明在微含水量条件下引入N2吹扫能指数级地增强膜蒸汽渗透脱水能力。为定量分析吹扫气在渗透侧的稀释作用对深度脱水的提升作用,测算得到当渗透水通量为0.65 kg·m-2·h-1时(此时料液含水量为1.0%),其渗透侧水的摩尔流量为0.002 21 mol·min-1,在60 mL·min-1条件下吹扫气的摩尔流量为0.001 33 mol·min-1,为渗透侧水的摩尔流量的60%,对渗透侧水汽分压的稀释效果约为50%。当水通量降低到0.01 kg·m-2·h-1时(此时料液含水量为0.175‰),吹扫气的摩尔流量为水通量的约39倍,稀释效果显著,此时渗透侧腔体内的阻力可以近似为零。同时,吹扫气对NaA分子筛膜深度脱水的提升作用不仅仅是稀释作用导致的。由于分子筛孔道的强吸附作用,水分子在孔道内以近似液态的状态存在,并沿膜层移动,吹扫气可以快速提升水分在膜材料中的移除速率。根据道尔顿蒸发公式,即W=C(E-e)/P(其中W为蒸发速率,kg·m-2·s-1;E为饱和蒸气压,Pa;e为水汽压,Pa;C为蒸发比例系数,kg·m-2·s-1;P为大气压,Pa),蒸发比例系数C与表面气速相关[22]。吹扫作用可以增强分子筛孔道内水分子的蒸发速率,当蒸发速率是整个深度脱水过程的控制步骤时,吹扫气作用更明显,且能够超过水汽压的稀释作用。同时,当膜层传质是深度脱水的控制步骤时(低含水量),在高毛细压力作用下,高蒸发速率可以缩短膜内发生气-液相变的距离,快速提升水通量,从而进一步增强水分子在膜层的传质过程,即通量比变得更大,吹扫气的强化作用更强。上述这些协同效应是单纯提高进料侧温度或压力难以取得的,具体机理可以参照李康等的研究工作[23-25]。
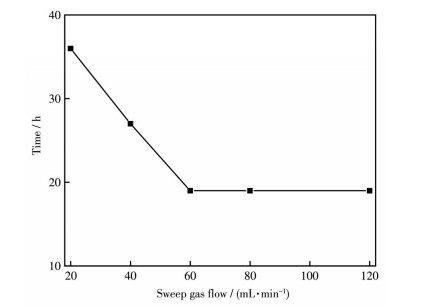
为定量评价吹扫气对超低含水量乙醇制备效率的影响,选取0.02%含水量(此指标是电子电池工业对有机溶剂含水量的常规要求)为操作时间的判定依据。图 9描述了在不同吹扫气流量下,将乙醇的含水量由1.0%降至0.02%时所需的操作时间的变化。如图所示,当吹扫气流量由20 mL·min-1增加至60 mL·min-1,所需操作时间由36 h缩短至19 h,且继续增大吹扫气流量时所需操作时间不再明显降低,说明当要求终端产品含水量为0.02%时,最优匹配的吹扫气流量为60 mL·min-1,且操作时间大幅缩短,可以减少真空泵的能耗与负载,具有实际运用价值。
饱和蒸气压随温度的升高而增加,在膜渗透侧压力保持不变的情况下,会增加传质推动力和扩散系数,升高渗透通量,因此温度是影响分子筛膜深度脱水性能的重要因素。为研究引入N2吹扫后操作温度对于膜性能的影响,固定了吹扫气流量(60 mL·min-1)和原料液进料流量(30 mL·min-1),考察了操作温度对中空纤维NaA分子筛膜蒸汽渗透脱水性能的影响,在不同温度下的操作时间如下:在100 ℃下持续脱水19 h,在110 ℃下持续脱水18 h,在120 ℃下持续脱水17 h,结果如图 10所示。在进料含水量为1.0%时,当进料温度由100 ℃增加到120 ℃时,水通量由0.65 kg·m-2·h-1上升至0.79 kg·m-2·h-1,渗透液中含水量由98.47%减少至97.79%。原料侧各组分的饱和蒸气压随温度的升高而增加,在渗透侧压力保持不变的情况下,传质推动力增加,导致渗透水通量升高。此外,分子热运动速率随着温度的升高而加快,致使渗透组分迁移速率加快,而渗透入膜层内的乙醇分子增长幅度大于水分子,因此呈现出渗透液含水量略微降低的情况。上述结果表明,温度变化时,分离因子也会随之变化。在高温下,虽然水分子的扩散速率加快,但其吸附量会显著降低,晶间缺陷增大,导致膜的分离选择性降低[26]。图 11描述了在吹扫条件下,不同温度条件下分离因子随进料含水量的变化。结果表明,引入N2吹扫后,升高温度时分离因子虽然表现出一定的波动,但基本维持在3 000~6 000之间,且远高于无吹扫条件下的分离因子(图 6)。这说明引入60 mL·min-1的N2吹扫后,渗透水通量的增加减弱了温度升高引起的晶间缺陷扩大过程,因此分离因子一直保持在较高的区间。
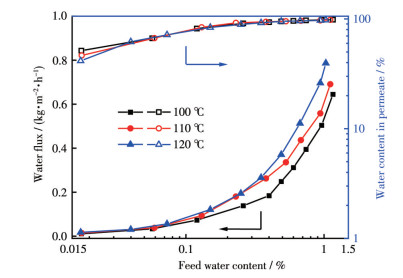
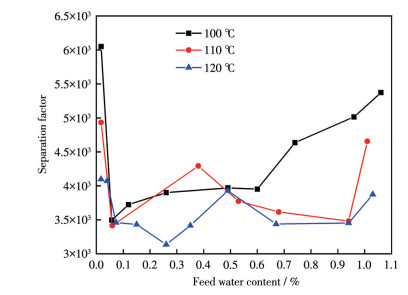
图 12显示了不同温度下操作时间对乙醇含水量的影响。由图可知,当温度由100 ℃升至120 ℃时,将含水量1.0%的乙醇脱水至0.02%的制备周期由19 h减少至17 h,脱水效率提高了约10.5%。由于温度升高,膜外侧水汽分压增加,水分子渗透速率增加,因此操作时间降低;同时此结果与无吹扫下的制备周期相比(图 7,含水量约0.04%)脱水效率提高了43%。通过分析温度和引入N2吹扫2种方式对脱水效率的提高程度,可知操作温度在吹扫条件下对超低含水量乙醇产品的制备影响有限,且吹扫作用对脱水效率的提升起主导作用。

在微量水环境下,由于水汽分压较小、膜组件内部空间流率分布不均,进料侧易发生浓差极化[27-28],所引起的边界层效应会对分子筛膜深度脱水性能造成不利影响,中空纤维膜长度越长浓差极化现象越显著[29]。在进料温度和渗透侧压力保持不变时,原料液进料流量增加汽化后的蒸汽流量也会相应地增加,因此增加原料液进料流量,减少浓差极化现象。
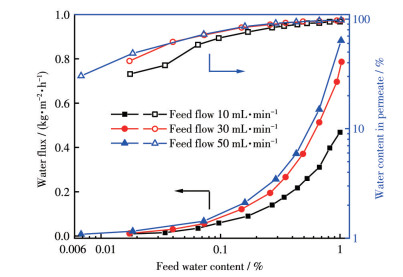
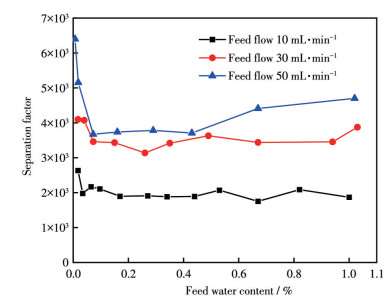
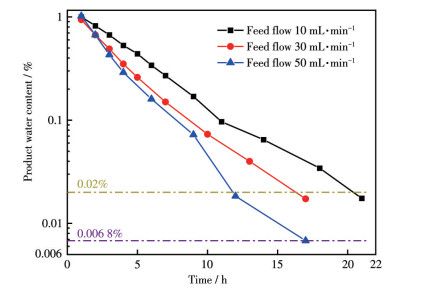
在N2吹扫(60 mL·min-1)下,研究原料液进料流量对膜性能的影响,表征了进料温度为120 ℃(压力为0.32 MPa)时,中空纤维NaA分子筛膜在不同原料液进料流量下的蒸汽渗透性能。其在不同原料液进料流量下操作时间不同,在原料液进料流量10 mL·min-1下持续脱水时间为21 h,在原料液进料流量30和50 mL·min-1下持续脱水时间均为17 h。图 13描述了不同原料液进料流量下水通量、渗透液含水量随进料含水量变化的趋势。由图可知,当原料液进料流量由10 mL·min-1增至50 mL·min-1,水通量和渗透液含水量均会显著增加,如当进料含水量为1.0%时,水通量由0.47 kg·m-2·h-1上升至0.88 kg·m-2·h-1,所对应的渗透液含水量由94.97%增加至97.98%,这说明增加流速可以有效降低膜表面的边界层厚度,减弱浓差极化现象,提升膜分离性能。进一步分析不同原料液进料流量下进料含水量对分离因子的影响。如图 14所示,当原料液进料流量由10 mL·min-1增至50 mL·min-1时,分离因子区间由1 600~2 700增加至3 700~6 400。这是因为原料液进料流量的增加,提升了膜层表面水分子的更新速率,NaA分子筛膜具有强亲水性,可以优先吸附乙醇/水混合蒸汽中的水分子,保证了水分子在膜表面的优先聚集,所以分离选择性提高。原料液进料流量对乙醇脱水效率的变化也具有显著的影响,图 15为不同原料液进料流量下制备超低含水量乙醇所需脱水时间的变化。显然,当原料液进料流量由10 mL·min-1增至50 mL·min-1时,将1%含水量的乙醇降至0.02%以下的操作时间由21 h减少至12 h,制备效率提升42.9%,且当原料液进料流量增加为50 mL·min-1时,乙醇含水量可以继续降至0.068‰,此时对应水通量为0.007 6 kg·m-2·h-1,分离因子为6 400。乙醇收率可以用来评估乙醇的利用效率和经济效益(乙醇收率为产品液中的乙醇质量与原料液中乙醇质量的比值),在上述实验条件下,其乙醇收率可达99.86%,说明该方法具有较好的实用价值。
基于四通道中空纤维NaA分子筛膜,采用膜内侧真空抽吸与N2吹扫的组合方式,研究了乙醇蒸汽渗透深度脱水的过程。结果显示,真空抽吸与N2吹扫的组合方式可以有效降低渗透侧的水分压和增强蒸发速率系数,从而提升分子筛膜的脱水能力。吹扫气对膜脱水的提升作用随着含水量降低而逐渐增强,比只增高温度具有更加显著的效果。与常规渗透汽化工况相比,当吹扫气流量为60 mL·min-1时,当料液含水量在0.04%时,水通量可提高5.5倍,且制备效率提升近43%。在吹扫作用下,相比于提高进料温度,增大原料液进料流量更有利于增强低含水量下的膜分离性能,能够抑制因温度升高导致的缺陷暴露,缩短膜层内气-液相变发生距离。上述结果表明,真空抽吸与吹扫相结合的方法对中空纤维NaA分子筛膜在乙醇深度脱水的工业应用中具有重要的潜力。
DRIOLI E, MACEDONIO F, TOCCI E. Membrane science and membrane engineering for a sustainable industrial development[J]. Sep. Purif. Technol., 2021, 275: 119196. doi: 10.1016/j.seppur.2021.119196
GAO X C, LI Z, CHEN C, DA C, LIU L, TIAN S, JI G Z. The determination of pore shape and interfacial barrier of entry for light gases transport in amorphous TEOS-derived silica: A finite element method[J]. ACS Appl. Mater. Interfaces, 2021, 13(3): 4804-4812. doi: 10.1021/acsami.0c20594
YANG Z Z, LIU Y M, YU C L, GU X H, XU N P. Ball-milled NaA zeolite seeds with submicron size for growth of NaA zeolite membranes[J]. J. Membr. Sci., 2012, 392: 18-28.
CHAPMAN P D, OLIVEIRA T, LIVINGSTON A G, LI K. Membranes for the dehydration of solvents by pervaporation[J]. J. Membr. Sci., 2008, 318(1/2): 5-37.
WANG X R, JIANG J, LIU D Z, XUE Y Q, ZHANG C, GU X H. Evaluation of hollow fiber T-type zeolite membrane modules for ethanol dehydration[J]. J. Membr. Sci., 2017, 25(5): 581-586.
BERNARDO P, DRIOLI E, GOLEMME G. Membrane gas separation: A review/state of the art[J]. Ind. Eng. Chem. Res., 2009, 48(10): 4638-4663. doi: 10.1021/ie8019032
VANE L M. Review: Membrane materials for the removal of water from industrial solvents by pervaporation and vapor permeation[J]. J. Chem. Technol. Biotechnol., 2019, 94(2): 343-365. doi: 10.1002/jctb.5839
VAN HOOF V, DOTREMONT C, BUEKENHOUDT A. Performance of Mitsui NaA type zeolite membranes for the dehydration of organic solvents in comparison with commercial polymeric pervaporation membranes[J]. Sep. Purif. Technol., 2006, 48(3): 304-309. doi: 10.1016/j.seppur.2005.06.019
GASCON J, KAPTEIJN F, ZORNOZA B, SEBASTIÁN V, CASADO C, CORONAS J. Practical approach to zeolitic membranes and coatings: State of the art, opportunities, barriers, and future perspectives[J]. Chem. Mat., 2012, 24(15): 2829-2844. doi: 10.1021/cm301435j
ZHANG C, PENG L, JIANG J, GU X H. Mass transfer model, preparation and applications of zeolite membranes for pervaporation dehydration: A review[J]. Chin. J. Chem. Eng., 2017, 25(11): 1627-1638. doi: 10.1016/j.cjche.2017.09.014
LIU D Z, ZHANG Y T, JIANG J, WANG X R, ZHANG C, GU X H. High-performance NaA zeolite membranes supported on four-channel ceramic hollow fibers for ethanol dehydration[J]. RSC Adv., 2015, 5(116): 95866-95871. doi: 10.1039/C5RA18711G
WANG J C, YE P, GAO X C, ZHANG Y T, GU X H. Modeling investigation of geometric size effect on pervaporation dehydration through scaled-up hollow fiber NaA zeolite membranes[J]. Chin. J. Chem. Eng., 2018, 26(7): 1477-1484. doi: 10.1016/j.cjche.2018.01.027
WANG J C, GAO X C, JI G Z, GU X H. CFD simulation of hollow fiber supported NaA zeolite membrane modules[J]. Sep. Purif. Technol., 2019, 213: 1-10. doi: 10.1016/j.seppur.2018.12.017
LIU H, LIU J N, HONG Z, WANG S X, GAO X C, GU X H. Preparation of hollow fiber membranes from mullite particles with aid of sintering additives[J]. J. Adv. Ceram., 2021, 10(1): 78-87. doi: 10.1007/s40145-020-0420-7
ZENG W H, LI B B, LI H, LI W, JIN H, LI Y S. Mass produced NaA zeolite membranes for pervaporative recycling of spent N-methyl-2-pyrrolidone in the manufacturing process for lithium-ion battery[J]. Sep. Purif. Technol., 2019, 228: 115471.
JI M M, GAO X C, ZHANG Y T, JIANG J, GU X H. An ensemble synthesis strategy for fabrication of hollow fiber T-type zeolite membrane modules[J]. J. Membr. Sci., 2018, 563: 460-469. doi: 10.1016/j.memsci.2018.06.006
GAO X C, GAO B, LIU H, ZHANG C, ZHANG Y T, JIANG J, GU X H. Fabrication of stainless steel hollow fiber supported NaA zeolite membrane by self-assembly of submicron seeds[J]. Sep. Purif. Technol., 2020, 234: 116121. doi: 10.1016/j.seppur.2019.116121
刘华, 高雪超, 彭莉, 顾学红. TiO2掺杂用于调变α-Al2O3中空纤维膜烧结性能与表面性质[J]. 无机化学学报, 2022,38,(1): 14-20. LIU H, GAO X C, PENG L, GU X H. TiO2 doping of α-Al2O3 hollow fiber membranes for modulating the sintering behavior and surface property[J]. Chinese J. Inorg. Chem., 2022, 38(1): 14-20.
WANG L, YANG J H, WANG J Q, RAZA W, LIU G R, LU J M, ZHANG Y. Microwave synthesis of NaA zeolite membranes on coarse macroporous α‑Al2O3 tubes for desalination[J]. Microporous Mesoporous Mat., 2020, 306: 110360. doi: 10.1016/j.micromeso.2020.110360
ZHOU J J, ZHOU C, XU K, CARO J, HUANG A S. Seeding-free synthesis of large tubular zeolite FAU membranes for dewatering of dimethyl carbonate by pervaporation[J]. Microporous Mesoporous Mat., 2020, 292: 109713. doi: 10.1016/j.micromeso.2019.109713
ZHANG Y T, DU P, SHI R, HONG Z, ZHU X F, GAO B, GU X H. Blocking defects of zeolite membranes with WS2 nanosheets for vapor permeation dehydration of low water content isopropanol[J]. J. Membr. Sci., 2020, 597: 117625. doi: 10.1016/j.memsci.2019.117625
SARTORI E. A critical review on equations employed for the calculation of the evaporation rate from free water surfaces[J]. Sol. Energy, 2000, 68(1): 77-89. doi: 10.1016/S0038-092X(99)00054-7
CHONG J Y, WANG B, LI K. Water transport through graphene oxide membranes: The roles of driving forces[J]. Chem. Commun., 2018, 54(20): 2554-2557. doi: 10.1039/C7CC09120F
NAIR R R, WU H A, JAYARAM P N, GRIGORIEVA I V, GEIM A K. Unimpeded permeation of water through helium-leak-tight graphene-based membranes[J]. Science, 2012, 335(6067): 442-444. doi: 10.1126/science.1211694
HOLT J K, PARK H G, WANG Y, STADERMANN M, ARTYUKHIN A B, GRIGOROPOULOS C P, NOY A, BAKAJIN O. Fast mass transport through sub-2-nanometer carbon nanotubes[J]. Science, 2006, 312(5776): 1034-1037. doi: 10.1126/science.1126298
OKAMOTO K, KITA H, HORⅡ K, TANAKA K, KONDO M. Zeolite NaA membrane: Preparation, single-gas permeation, and pervaporation and vapor permeation of water/organic liquid mixtures[J]. Ind. Eng. Chem. Res., 2001, 40(1): 163-175. doi: 10.1021/ie0006007
JI G Z, WANG G X, HOOMAN K, BHATIA S, DA COSTA J C D. Simulation of binary gas separation through multi-tube molecular sieving membranes at high temperatures[J]. Chem. Eng. J., 2013, 218: 394-404. doi: 10.1016/j.cej.2012.12.063
WU J, CHEN V. Shell-side mass transfer performance of randomly packed hollow fiber modules[J]. J. Membr. Sci., 2000, 172(1): 59-74.
LIU Y M, WANG X R, ZHANG Y T, HE Y, GU X H. Scale-up of NaA zeolite membranes on α-Al2O3 hollow fibers by a secondary growth method with vacuum seeding[J]. Chin. J. Chem. Eng., 2015, 23(7): 1114-1122. doi: 10.1016/j.cjche.2015.04.006

图 1 四通道中空纤维NaA分子筛膜的(a) 表面和(b) 断面SEM图
Figure 1 (a) Surface and (b) cross-sectional SEM images of four-channel hollow fiber NaA zeolite membrane

图 2 NaA分子筛膜蒸汽渗透脱水装置示意图
Figure 2 Schematic diagram of the dehydration device using NaA zeolite membrane by vapor permeation
1: Steam generator; 2: Raw material tank; 3: Advection pump; 4: Evaporator; 5: Temperature gauge; 6: Pressure gauge; 7: Condenser; 8: Membrane module; 9, 10: Cold traps; 11: Vacuum pump; 12: Mass flow controller; 13: Nitrogen cylinder.

图 3 无吹扫气下乙醇蒸汽渗透持续脱水操作中进料含水量在不同温度下对水通量和渗透液含水量的影响
Figure 3 Effect of feed water content on water flux and water content in the permeate at different temperatures in a batch vapor permeation dehydration of ethanol without sweeping gas

图 4 无吹扫气下乙醇蒸汽渗透持续脱水操作中进料含水量在不同温度下对分离因子的影响
Figure 4 Effect of feed water content on separation factor at different temperatures in a batch vapor permeation dehydration of ethanol without sweeping gas

图 5 不同吹扫流量下进料含水量对水通量和渗透液含水量的影响
Figure 5 Effect of feeding water content on water flux and water content in permeate at different sweeping flow rates

图 6 不同吹扫流量下进料含水量对分离因子的影响
Figure 6 Effect of feed water content on separation factor at different sweeping flow rates

图 7 不同吹扫流量下乙醇含水量与操作时间的关系
Figure 7 Relationship between water content in ethanol and operation time at different sweeping flow rates

图 8 不同流量吹扫下进料含水量对水通量比的影响
Figure 8 Effect of feed water content on water flux ratio at different sweeping flow rates

图 9 吹扫气流量对超低含水量乙醇(0.02%)生产时间的影响
Figure 9 Effect of sweeping flow rate on the production time of ethanol with ultra-low water content (0.02%)

图 10 在60 mL•min-1的吹扫气流量下进料温度和进料含水量对水通量和渗透液含水量的影响
Figure 10 Effect of feed water content on water flux and water content in permeate at different temperatures under a sweeping flow rate of 60 mL•min-1

图 11 在60 mL•min-1的吹扫气流量下进料含水量在不同温度下对分离因子的影响
Figure 11 Effect of feed water content on separation factor at different temperatures under a sweeping flow rate of 60 mL•min-1

图 12 在60 mL•min-1的吹扫气流量下乙醇含水量在不同温度下与操作时间的关系
Figure 12 Relationship between water content in ethanol and operation time at different temperatures under a sweeping flow rate of 60 mL•min-1

图 13 在60 mL•min-1的吹扫气流量和120 ℃的温度下料液含水量在不同进料流量下对水通量和渗透液含水量的影响
Figure 13 Effect of feed water content on water flux and water content in permeate at different feed flow rates under a sweeping flow rate of 60 mL•min-1 and a temperature of 120 ℃

图 14 在60 mL•min-1的吹扫气流量和120 ℃的温度下料液含水量在不同进料流量下对分离因子的影响
Figure 14 Effect of feed water content on separation factor at different feed flow rates under a sweep flow rate of 60 mL•min-1 and a temperature of 120 ℃

图 15 在60 mL•min-1的吹扫气流量和120 ℃的温度下乙醇含水量在不同进料流量下与操作时间的关系
Figure 15 Relationship between water content in ethanol at different feed flow rates and operation time under a sweep gas flow rate of 60 mL•min-1 and a temperature of 120 ℃
表 1 四通道α-Al2O3中空纤维载体的主要结构参数
Table 1. Main structural parameters of four-channel α-Al2O3 hollow fiber support
| Outer diameter/mm | Strength/N | Three-point bending strength/MPa | Porosity/% | Average diameter of pore/μm |
| 3.40 | 52 | 104 | 37 | 0.17 |
 下载: 导出CSV
下载: 导出CSV

 扫一扫看文章
扫一扫看文章

扫一扫关注我们
 下载:
下载: