School of Environmental Science and Engineering/ Tianjin Research Center for Safe Disposal of Organic Solid Waste and Energy Utilization Engineering, Tianjin University, Tianjin 300072, China
b.
School of Mechanical Engineering, Tianjin University of Commerce, Tianjin 300134, China
c.
School of Civil Engineering and Architecture, East China Jiaotong University, Nanchang 330013, China
Received Date:
27 July 2025 Accepted Date:
07 December 2025 Revised Date:
11 October 2025 Available Online:
15 July 2026
Abstract:
Current environmental and ecological risks associated with plastics are escalating. Cutting-edge research has focused on recycling waste plastics into monomers or energy resources. Fenton-like catalysis exhibits potential for technological development in this field. This study evaluates global warming potential (GWP), non-renewable energy use (NREU), and minimum selling price (MSP) during fuel recovery from waste plastics using Fenton-like processes. Adjusting operational strategies could enhance environmental sustainability and economic viability. Process parameters were optimized through controlled manipulation of catalyst pyrolysis temperature, catalyst concentration, hydrothermal temperature, and peroxymonosulfate (PMS) dosage. The optimization balanced environmental impact and economic returns in plastic recycling. Catalyst expenditure and PMS consumption emerged as primary barriers to sustainable and cost-efficient operations in homogeneous catalysis systems. When the superior-performance heterogeneous catalyst was used, Fenton-like process achieved 78% reduction in GWP, 99% decrease in NREU, and 63% MSP reduction for polypropylene (PP) recycling compared to homogeneous systems. With heterogeneous catalysis, polylactic acid (PLA) conversion demonstrates 29 times greater in terms of energy recovery efficiency for compared to PP processing. Sensitivity analysis revealed a variability of 8%-20% in outcomes due to oxidant loss. And the cost advantage for European operations compared to China was identified. The results underscored the importance of regional energy structures and process control for large-scale application. The system assessment framework has established quantifiable technical operation standards with the goal of environmental-economic benefits for implementing Fenton-like systems in plastic waste management. The results contribute directly to advancing circular economy principles and carbon reduction technologies.
Global plastic production reaches 410 million tons annually [1]. The 58% of plastic waste is disposed via landfilling or incineration, forming a vicious circle of “plastic pollution-greenhouse gas emissions”. Shortcomings were obvious in traditional treatment methods such as incineration and landfill, including high carbon emissions (≥2.90 kg CO2-eq/kg plastic), low energy recovery efficiency (16%−23%), and high ecological risk [2-4]. Microplastics from plastic pollution bioaccumulate through trophic levels, with 100% detection frequency in human blood [5,6]. Carbon neutrality commitments accelerate global policy reforms. The Circular Economy Action Plan mandates that new products contain 55% recycled plastics by 2030. The regulatory measure directly stimulates market demand for certified high-grade recycled polymers [7]. Meanwhile, the EU Strategy for Sustainable and Circular Textiles prohibits physical recycling of plastic bottles for textile fiber production. The policies actually prioritize advanced chemical recycling methods (such as Fenton-like conversion), thereby ensuring market access. The 14th Five-Year Plan in China prioritizes plastic pollution control as the key project of national ecological civilization development. The policy provides a strong technological impetus for plastic recycling.
Conventional plastic waste management primarily involves landfilling, incineration, and mechanical recycling. Landfilling of plastic waste emits methane and carbon dioxide, with concomitant generation of soil-contaminating landfill leachates. Therefore, the landfilling accelerates climate change phenomena [8]. Incineration of plastic waste generates thermal energy convertible to electricity, yet exhibits dual limitations: low energy recovery efficiency and volatile organic compounds [9]. Mechanical recycling enables material circularity but suffers from economic viability challenges. Multiple reprocessing cycles could induce polymer chain degradation, resulting in deteriorated mechanical properties of recycled plastics [10,11]. Current research on plastic recycling forms the following major technical frameworks: Thermochemical conversion catalytic degradation, along with biological processes encompassing anaerobic digestion and composting [12-14]. Advanced pyrolysis (operating at 800–1200 ℃) could achieve 92% mass conversion rate, yet confront critical energy consumption thresholds of 24.00–38.00 MJ/t processed material [15,16]. Hydrolytic depolymerization within catalytic degradation technologies demands systems with exceptional material resistance and precise process control. Effective application requires coordinated temperature-pressure domains (190–240 ℃, 4–7 MPa) surpassing conventional polymer processing thresholds [17]. Conversion efficiencies show substantial stochastic variation under identical input parameters and complex products are generated. Alcoholysis demonstrates low-emission profiles, energy efficiency, and high selectivity, yet faces barriers including elevated small-scale implementation costs and potential product contamination from metallic catalysts [18]. Anaerobic digestion and composting systems, while applicable for emergent bioplastics treatment, encounter critical limitations in scale-up expenses and infrastructural compatibility requirements. The designated industrial composting requirements (60 ℃, 60% humidity) show insufficient operational alignment with current waste processing facilities [19,20]. Comprehensive dual assessments of environmental viability and economic feasibility have established quantified decision-making metrics to address engineering constraints during industrial deployment [21].
Fenton-like systems leverage catalytic activation (via metal oxides or carbon matrices) of oxidizing agents (H2O2/persulfates) to generate reactive oxygen species [22]. The radicals initiate polymer chain scission, producing hydroxylated intermediates that subsequently undergo oxidative transformation into hydrocarbon, alcohol, ketone and other high value-added chemicals. Fenton-like catalysis exhibits unique advantages in polymer conversion applications, particularly noted for its mild operational conditions and robust catalyst recyclability [23]. The mentioned benefits make the Fenton-like catalysis as a promising candidate for transforming plastic waste into high-value fuels. The Cu(Ⅱ)/peroxymonosulfate (PMS) system achieved 94.4% polypropylene (PP) conversion at 160 ℃, yielding polyoxygenated ketonic fuels with 80.4% purity through continuous phase separation [24]. The utilization of single-atom iron catalysts supported on hierarchically porous graphitic carbon nitride enabled nearly 100% microplastic degradation efficiency through a hydrothermally-assisted Fenton-like reaction, producing the predominant C3-C20 organics [25]. The CuMgOV-NiS catalytic system showed exceptional performance in PMS activation for polylactic acid (PLA) degradation, achieving complete conversion under mild conditions (140 ℃, 4 h). The purity of hydrocarbon reached 85.9% via surface defect engineering with oxygen vacancies [26]. Current investigations predominantly focus on laboratory-scale catalytic performance enhancement while critically lacking systematic life-cycle environmental impact analysis and industrial-scale economic viability assessment. Such knowledge gaps impede effective identification of critical bottlenecks and development of corresponding mitigation strategies during scale-up implementation.
To advance Fenton-like technology in plastic waste valorization, this study selected two representative materials of conventional PP (36% of global plastic consumption) and fast-growing (25% annual increase) biodegradable PLA. The combination collectively covers the series of hydrocarbon and polyester plastic families most relevant to real-world waste streams. Comprehensive life cycle assessment (LCA) and techno-economic analysis (TEA) were conducted on the Fenton-like technology. The system boundary is cradle-to-gate, encompassing raw material acquisition, transportation, and all manufacturing processes including catalyst synthesis. (Texts S1-S5 and Figs. S1-S3 in Supporting information). Evaluation results were compared with mainstream incineration treatment (58% application share) and emerging technologies to clarify technical, environmental, and economic advantages. Through material-energy flux coordination analysis, this work systematically quantified key performance indicators (carbon footprint reduction, energy saving efficiency, and economic expenditure) of Fenton-like plastic conversion technology for the first time. The findings could help to optimize process strategies (oxidant dosage control, catalyst regeneration) to inform data-driven pathway selection for sustainable plastic-to-energy conversion. Unlike prior studies focusing solely on catalytic efficiency, this work pioneers a dual LCA-TEA approach to identify operational thresholds governing environmental viability and economic feasibility-a critical gap for industrial adoption.
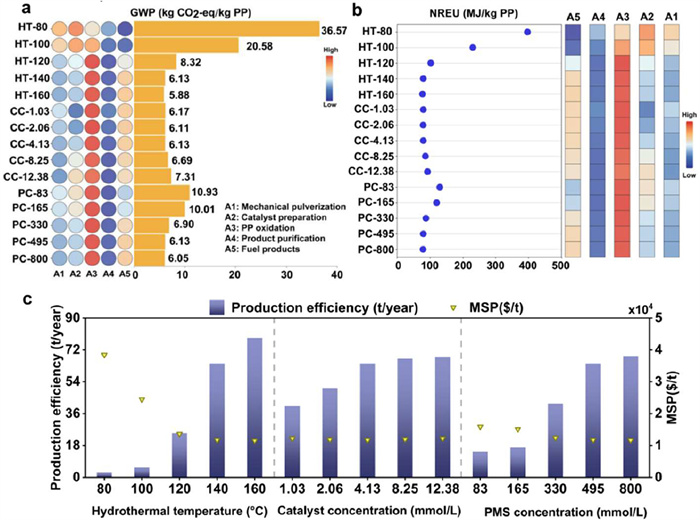
To assess the economic and environmental performance of homogeneous conversion of polypropylene (PP-homo) into fuel, the Cu(Ⅱ)/PMS system was investigated. Cu(Ⅱ) synergistically promoted the thermal activation of PMS, leading to the efficient generation of radicals such as •OH, SO4•− and O2•− as well as 1O2 and Cu(Ⅲ). The presence of •OH-dominated reactive species facilitated the cleavage of PP into hydrocarbons through C—C bond breaking, followed by further oxidation of C—H bonds to yield ketone fuels [24]. Fig. 1 presents the integrated environmental-economic evaluation through LCA and TEA for homogeneous conversion of PP plastic using Cu(Ⅱ) catalyst and PMS oxidant. As the pyrolysis temperature increases to 160 ℃, the global warming potential (GWP) of PP-Homo decreased from 36.57 kg CO2-eq/kg PP to 5.88 kg CO2-eq/kg PP, representing an 84% reduction (Fig. 1a). While maintaining higher hydrothermal temperatures increased natural gas consumption, molecular thermal mobility was enhanced to reduce activation energy and accelerate polymer chain scission [27]. The conversion rate was increased by 28 times at 160 ℃. The reagent inputs and natural gas demand per kg PP processed were reduced, thus decreasing embodied carbon emissions from raw material production. Similarly, when the hydrothermal temperature was raised from 80 ℃ to 160 ℃, the non-renewable energy use (NREU) of PP-Homo decreased from 396.50 MJ/kg PP to 75.44 MJ/kg PP (81% reduction, Fig. 1b). Production efficiency improved from 4.77 t/year at 80 ℃ to 9.36 t/year at 160 ℃ (96% increase), and the minimum sustainable price (MSP) decreased from 44,899 to 12,565 $/t (72% reduction, Fig. 1c). The findings prove that elevated hydrothermal temperatures enhance plastic conversion efficiency while reducing embodied carbon emissions, energy consumption, and economic expenditures.
Figure 1
Figure 1.
LCA and TEA of PP homogeneous conversion process. Effects of catalyst concentration, PMS concentration and hydrothermal temperature on (a) GWP and (b) NREU. (c) Comparison of MSP and production efficiency. Note: Hydrothermal temperature (HT, ℃), catalyst concentration (CC, mmol/L), PMS concentration (PC, mmol/L).
In Fenton-like systems, catalyst concentration regulates active species generation rates, directly governing PP chain scission efficiency [28]. At the concentration of 1.03 mmol/L catalyst, the GWP of PP-Homo reached 6.17 kg CO2-eq/kg PP. Doubling the catalyst concentration to 2.06 mmol/L reduced GWP to 6.11 kg CO2-eq/kg PP, corresponding to a 0.97% reduction in carbon footprint intensity. However, when catalyst concentration escalated to 12.38 mmol/L, the GWP of PP-Homo increased to 1.2 times (7.33 kg CO2-eq/kg PP) compared to the 2.06 mmol/L baseline (6.11 kg CO2-eq/kg PP). From 2.06 mmol/L to 12.38 mmol/L, catalyst-related contribution to GWP rose from 5% to 20%, while product-associated variation remained low proportion (≤0.5%). When catalyst concentration surpassed 2.06 mmol/L, the carbon footprint reduction from enhanced PP conversion becomes insufficient to offset indirect emissions caused by additional Cu2+ inputs. Consequently, advanced catalyst design with higher efficiency and recyclability proves essential to overcome techno-economic limitations [29]. Increasing catalyst concentration from 1.03 mmol/L to 2.06 mmol/L reduced the NREU of PP-Homo from 79.60 MJ/kg PP to 78.97 MJ/kg PP. However, NREU illustrated continuous growth when catalyst concentration exceeds 2.06 mmol/L. At the catalyst concentration of 12.38 mmol/L, NREU increased by 17% relative to the 2.06 mmol/L baseline, underscoring the necessity for catalyst cost optimization. At the catalyst concentration of 1.03 mmol/L, PP-Homo exhibited the production efficiency of 68.96 t/year. Raising catalyst concentration to 12.38 mmol/L increased production efficiency by 69%. As the catalyst concentration increased from 1.03 mmol/L to 12.38 mmol/L, the MSP of PP-Homo first decreased and then increased, reaching a minimum of 12,838 $/t at 4.13 mmol/L. Weighting of emission factors and market prices between catalyst and product is disparate. Maximum environmental performance occurred at 2.06 mmol/L, whereas optimal economic efficiency was achieved at 4.13 mmol/L. The differences stemmed from variations in environmental and economic marginal benefits and costs. When the concentration exceeded 2.06 mmol/L, the environmental benefit per unit of catalyst declined and fell below the gain in conversion efficiency. The improvement in production efficiency spreads fixed capital costs over more units, lowering per-unit fixed costs. Although variable costs (catalyst consumption) rose, the reduction in fixed costs dominated in this range. The shift in cost structure led to a continuous decline in the MSP. The balance indicated a capital-intensive operational strategy. And the strategy is conducive to maximizing production efficiency.
Oxidants are essential sources for radical generation. PMS was selected due to its broad operational adaptability and strong oxidative capacity [30,31]. PMS concentration significantly affects PP bond-breaking efficiency. At the PMS concentration of 83 mmol/L, the GWP of PP-Homo reached 10.93 kg CO2-eq/kg PP. Adjusting PMS concentration to 800 mmol/L reduced GWP by 45%. Concurrently, production efficiency increased to 3.7 times the original level when PMS concentration rose from 82.5 mmol/L to 800 mmol/L. The phenomenon proves that higher PMS concentrations accelerate PP bond cleavage, achieving higher production efficiency with relatively modest PMS consumption. Thereby, carbon emissions per kilogram of PP processed were reduced. When PMS concentration increased from 83 mmol/L to 800 mmol/L, NREU of PP-Homo decreased continuously to 78.63 MJ/kg PP, while the MSP drops from 15,917 $/t to 11,648 $/t. The findings confirm that the significant improvement of production efficiency can offset the negative impact of PMS consumption and drive overall improvement.
The PP conversion process exhibits excessive contributions to GWP, NREU, and MSP indicators. Excluding two low-temperature groups (HT-80, HT-100), the process accounted for 70%−90% of total impacts across other groups. High PMS consumption becomes a critical bottleneck affecting system viability in both environmental and economic dimensions. Furthermore, the ketonic fuel purity in PP-Homo products remained at approximately 42%, substantially compromising market value. The findings collectively indicate that catalyst efficacy, selectivity, and recyclability are vital optimization targets for enhancing the technical feasibility of PP-based Fenton-like conversion systems.
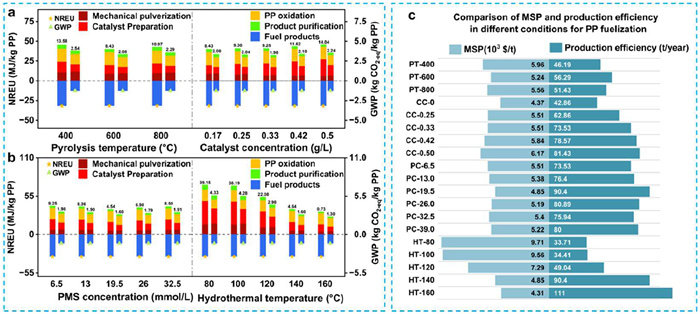
Given the limitations of homogeneous systems, the economic and environmental performance of heterogeneous conversion of polypropylene into fuel were further evaluated. To enhance the technical feasibility of Fenton-like systems in PP conversion, the heterogeneous catalytic system using wood-sponge-based Cu/Mg catalysts with PMS was developed. The Cu-Mg bimetallic sites on the carbon substrate exhibited a synergistic effect, which activate PMS to generate •OH-dominated reactive oxygen species. These reactive species dictated the oxidative capacity of the system. Under mild conditions, the selective cleavage of C—C and C—H bonds in polypropylene, followed by subsequent oxidation, predominantly yielded hydrocarbons and ketones [26]. The comprehensive environmental-economic evaluations were showed in Fig. 2. Unlike homogeneous Fenton-like system, the metal-carbon composite catalyst illustrates exceptional stability and catalytic efficiency. Pyrolysis temperature constitutes a critical parameter governing catalyst crystallinity, active site distribution pattern, and catalytic performance metrics [32,33]. Fig. 2a shows the GWP of PP-Hete first decreased and subsequently increased as catalyst pyrolysis temperature rose from 400 ℃ to 800 ℃. The GWP of PP-Hete reached the minimum of 2.08 kg CO2-eq/kg PP at 600 ℃. It can be attributed to the superior PMS activation efficiency and PP conversion rate achieved by catalysts synthesized at 600 ℃. Despite energy consumption during catalyst preparation at 400 ℃ was lower, the specific surface area and active site exposure of resulting catalysts were limited. The disadvantage leads to environmental cost losses that significantly outweigh energy cost savings. When catalyst pyrolysis temperature increased from 400 ℃ to 600 ℃, the NREU of PP-Hete reduced from 13.58 MJ/kg PP to 8.43 MJ/kg PP. However, further temperature elevation to 800 ℃ increased the NREU to 1.3 times that at 600 ℃. As techno-economic analysis, the production efficiency of PP-Hete at the pyrolysis temperature of 600 ℃ was 56.29 t/year, which was 22% and 9% higher than that at 400 and 800 ℃ (Fig. 2c), respectively. Concurrently, the MSP at 600 ℃ (5243 $/t) reduced by 12% and 6% compared to 400 and 800 ℃. The metrics collectively confirm that 600 ℃-pyrolyzed catalysts balance environmental sustainability with economic viability.
Figure 2
Figure 2.
LCA and TEA of PP heterogeneous conversion process. Effects of pyrolysis temperature, catalyst concentration, PMS concentration and hydrothermal temperature on (a) GWP and (b) NREU. (c) Comparison of MSP and production efficiency. Note: Pyrolysis temperature (PT, ℃), catalyst concentration (CC, g/L), PMS concentration (PC, mmol/L), hydrothermal temperature (HT, ℃).
Increasing catalyst concentration from 0.17 g/L to 0.33 g/L reduced the GWP of PP-Hete from 2.08 kg CO2-eq/kg PP to 1.98 kg CO2-eq/kg PP. Further elevation to 0.50 g/L caused a 13% GWP rebound. The trend indicates that the catalyst concentration of 0.33 g/L is the critical catalyst-carbon equilibrium. And incremental catalyst loading (>0.33 g/L) produces diminishing returns in emission control. Catalyst concentration increased from 0.17 g/L to 0.50 g/L induced 67% growth in the NREU of PP-Hete. The observation originates from the linear proportionality between catalyst quantity and precursor consumption. Among them, the extraction-processing pathways for 2-methylimidazole, Cu(NO3)2, and polydopamine involve intensive non-renewable energy inputs [34], creating compounding environmental burdens. The high catalyst concentrations provided minimal improvement in conversion rates and were not cost-effective. Given the predominant sensitivity of NREU to catalyst loading, the minimum concentration (0.17 g/L) delivers superior environmental performance. Increasing catalyst concentration from 0.17 g/L to 0.50 g/L improved production capacity by 45%, yet concomitantly elevated MSP from 5244 $/t to 6170 $/t. The economic paradox originates from the doubling of catalyst preparation costs coupled with a mere 45% improvement in production efficiency. Higher catalyst loadings prove economically unviable, while the concentration of 0.17 g/L reveals optimal compliance with economic optimization objectives through enhanced cost-benefit balance.
In addition to catalyst parameters, hydrothermal temperature is statistically significant effects on PP conversion performance, as evidenced in Fig. 2b Increasing the hydrothermal temperature from 80 ℃ to 160 ℃ results in 70.1% reduction in GWP (4.33–1.30 kg CO2-eq/kg PP) and 98.1% decrease in NREU (39.15–0.73 MJ/kg PP). Similar to homogeneous Fenton-like systems, hydrothermal temperature elevation from 80 ℃ to 160 ℃ derived the production rate surge from 34 to 111 t/year (2.3 times enhancement), proving the importance of hydrothermal temperature. The operational strategy only incurs 0.12 kWh/t power consumption, establishing 160 ℃ as the economically optimal temperature. Despite there is a 9 $/t cost increment for 14-h thermal maintenance at 160 ℃, while MSP was reduced from 9709 (at 80 ℃) to 4309 $/t. Therefore, the 160 ℃ operation is confirmed optimal techno-economic efficacy.
Elevating PMS concentration from 6.5 mmol/L to 19.5 mmol/L reduced GWP from 1.98 kg CO2-eq/kg PP to 1.60 kg CO2-eq/kg PP. Further increasing PMS concentration to 32.5 mmol/L induces 19% GWP rebound. Increasing PMS concentration generates sufficient reactive oxygen species, which may enhance PP oxidation and degradation. However, excessive PMS may compete with organics for active radicals within the system, producing SO5•− with lower redox potential (E0 = 1.10 VNHE), thereby reducing PP conversion efficiency [35]. The NREU of PP-Hete exhibited a concave response curve with PMS concentration from 6.5 mmol/L to 32.4 mmol/L, reaching the minimum (4.54 MJ/kg PP) at 19.5 mmol/L. Concurrently, production efficiency achieved maximum enhancement at 19.5 mmol/L (23% increase versus 6.5 mmol/L). The findings establish the dominance of production efficiency (peaking at 19.5 mmol/L PMS) in driving environmental performance variations (Fig. 2c). When the PMS concentration increased from 6.5 mmol/L to 19.5 mmol/L, the MSP decreased by 12%, reaching 4846 $/t. Whereas PMS concentration rose to 32.5 mmol/L, the MSP increased to 1.1 times of the 19.5 mmol/L level. The cost change is attributed to the low variation in actual consumption across various PMS concentrations (±$73), while the improvement in production efficiency leads to an overall cost reduction of 7%−12%. The 19.5 mmol/L regime displays superior balance in economic-environmental optimization.
The quantified 98% PMS reduction via heterogeneous catalysts resolves the primary cost barrier in scaling Fenton-like technology, which is a pivotal advancement beyond previous studies [24]. The system achieved superior environmental metrics with minimum values of 1.30 kg CO2-eq/kg PP (GWP) and 0.73 MJ/kg PP (NREU), notably lower than homogeneous Fenton-like. The process contribution of PMS consumption decreased to 49%, representing 40% reduction compared to homogeneous systems. The markedly reduced PMS consumption underlies the performance disparity between heterogeneous and homogeneous technologies (Table S6 in Supporting information). Targeted catalyst design optimizes PMS activation efficiency for cost control. The catalyst can be recycled and reused through pyrolytic reactivation, with an average annual consumption of only 3.4 tons of catalyst. Due to the additional process steps of catalyst preparation and activation in heterogeneous systems compared to homogeneous systems, the capital cost is 9.4 times higher. However, the higher equipment cost of the heterogeneous system was offset by reduced operating costs (from savings in catalyst and PMS) and increased production efficiency, which lowered fixed capital costs per unit. The strategy has led to a reduction in overall MSP, confirming its economic feasibility.
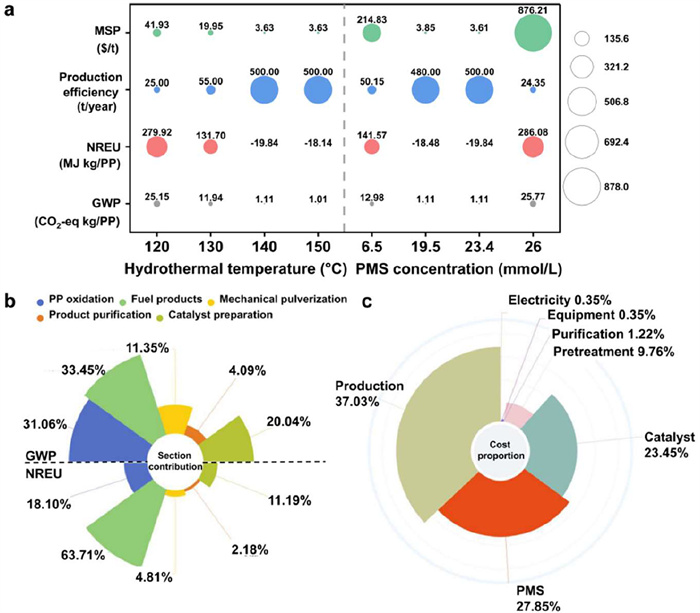
The analysis was extended to the economic and environmental performance of heterogeneous conversion of polylactic acid into fuel. PLA emerges as the most promising biodegradable plastic with low-carbon production and renewable feedstock advantages [36]. In the PLA-Hete system, PMS is activated by Cu-Mg co-doped 3D nickel sulfides with oxygen vacancies. More vacancies lower the O–O bond energy and boost 1O2 generation. Electrophilic 1O2 attacks the Cα-O sites of PLA. It provides enough energy to abstract hydrogen from tertiary Cα-O and methyl C–H bonds, forming key radicals R-COO• and R•. CO2 removal from R-COO• yields hydrocarbons. This 1O2-driven pathway overcomes major barriers in PLA conversion [35,36]. Comparative analysis of traditional PP and biodegradable PLA in heterogeneous Fenton-like systems revealed distinct environmental-economic profiles. Ni based Cu-Mg catalyst/PMS-mediated PLA conversion was evaluated. When hydrothermal temperature increased from 120 ℃ to 150 ℃, the GWP of PLA-Hete decreased from 25.15 kg CO2-eq/kg PLA to 1.01 kg CO2-eq/kg PLA (Fig. 3a). Unlike heterogeneous PP conversion, the polar ester bonds (-CO—O-) of PLA enable hydrolysis under milder conditions compared to PP degradation driven by C—C bond cleavage [37,38]. As hydrothermal temperature increased from 120 ℃ to 150 ℃, the NREU of PLA-Hete first decreased and then increased. At 140 ℃, the NREU reached −19.84 MJ/kg PLA, achieving maximum energy recovery efficiency. The energy consumed in the production and processing was 26.26 MJ/kg PLA, while the calorific value of high calorific value hydrocarbon products was 46.10 MJ/kg PLA. The negative energy consumption was achieved through the net energy recovery by offsetting the energy consumed. At both 140 and 150 ℃ hydrothermal temperatures, PLA-Hete achieved 100% conversion efficiency. The main difference was reflected in higher hydrocarbon selectivity of the catalyst at 140 ℃ (85%) compared to 81% hydrocarbon content in the product at 150 ℃. As hydrocarbons serve as high-energy-density diesel substitutes [39], temperature-dependent selectivity significantly affects product quality. Production capacity increased exponentially from 25 t/year at 120 ℃ to 500 t/year at 150 ℃. As the hydrothermal temperature increased from 120 ℃ to 140 ℃, the MSP of PLA-Hete decreased from 41,931 $/t to 3629 $/t. When the hydrothermal temperature was 150 ℃, the MSP of PLA-Hete showed almost no change at 3630 $/t. Considering the indicators collectively, maintaining hydrothermal temperature of PLA-Hete at 140 ℃ achieved optimal environmental and economic benefits.
Figure 3
Figure 3.
LCA and TEA of PLA heterogeneous conversion process. (a) Effects of PMS concentration and hydrothermal temperature on GWP, NREU, MSP and production efficiency. (b) Contribution of each production unit to GWP and NREU. (c) Contribution of each production unit to MSP. Hydrothermal temperature = 140 ℃, PMS concentration = 23.4 mmol/L.
When PMS concentration increased from 6.5 mmol/L to 23.4 mmol/L, the GWP of PLA-Hete reduced from 12.98 kg CO2-eq/kg PLA to 1.11 kg CO2-eq/kg PLA. At 26 mmol/L PMS concentration, the GWP of PLA-Hete surged to 25.77 kg CO2-eq/kg PLA. At a PMS concentration of 23.4 mmol/L, sufficient active species were generated to achieve 100% PLA conversion within 4 h. When PMS concentration reached 26 mmol/L, the phenomenon is because scavenging reactions occurring between excess PMS and reactive oxygen species, reducing PLA conversion efficiency [40]. At PMS concentrations beyond 23.4 mmol/L, excess HSO5- competitively scavenges SO5•− and •OH to form less reactive SO5•− radicals, as evidenced by quenching experiments [33,38]. This self-quenching effect reduces PLA conversion efficiency and increases GWP due to incomplete valorization. The product contributed 50% to GWP and 63% to NREU (Fig. 3b), exceeding contributions from PMS concentration for PP-Homo and PP-Hete. Therefore, the product becomes the determining factor for environmental benefits. Increasing PMS concentration from 6.5 mmol/L to 26 mmol/L caused the NREU of PLA-Hete to initially decrease then increase. PLA-Hete exhibited minimum energy consumption (−19.84 MJ/kg PLA) at 23.4 mmol/L PMS concentration. With PMS concentration rose from 6.5 mmol/L to 23.4 mmol/L, the production efficiency of PLA-Hete was enhanced by 9 times. The production efficiency of PLA-Hete decreased by 95% at 26 mmol/L PMS concentration. Similarly, the MSP of PLA-Hete reached 3610 $/t at 23.4 mmol/L PMS concentration, showing lower cost than PP-Hete. As shown in Fig. 3c, the contribution ratio of product (37.03%) surpassed that of PMS (27.85%), confirming production efficiency as the dominant factor affecting PLA-Hete cost.
Based on the comprehensive evaluations above, a systematic approach for the selection of Fenton-like technical solutions was propose. Environmental assessments of PP and PLA recycling technologies compiled from literature are shown in Text S6 and Fig. S4 (Supporting information). Furthermore, the GWP of PP-Hete (1.30 kg CO2-eq/kg PP) is lower than that of traditional pyrolysis technology (3.02 kg CO2-eq/kg PP), demonstrating the environmental benefits of Fenton-like technology under moderate operating conditions. Compared with other recovery technologies (such as incineration, pyrolysis, hydrolysis), PP-Hete and PLA-Hete exhibit comparative advantages in both domains, positioning it as an equilibrium solution for reconciling sustainability with economic feasibility.
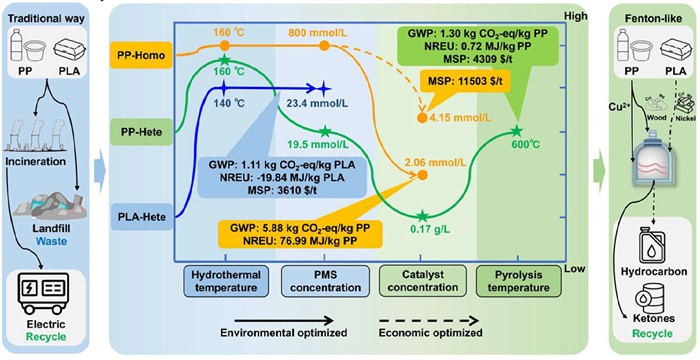
Optimization protocols for Fenton-like technologies under varying cases were established through the aforementioned analysis (Fig. 4). In the case of recycling conventional plastic PP using homogeneous catalysis, optimal environmental benefits were achieved at hydrothermal temperature of 160 ℃, PMS concentration of 800 mmol/L, and catalyst concentration of 2.06 mmol/L, with GWP and NREU reaching 5.88 kg CO2-eq/kg PP and 76.99 MJ/kg PP, respectively. With the same other parameters, economic optimization was achieved at elevated catalyst concentration (4.15 mmol/L), achieving the minimal MSP (11,503 $/t). Heterogeneous catalysis for PP treatment realized the optimization of environmental-economic at 160 ℃ hydrothermal temperature, 19.5 mmol/L PMS, 0.17 g/L catalyst loading, and 600 ℃ pyrolysis temperature. For PLA bioplastics, balanced environmental-economic performance was attained through heterogeneous catalysis at 140 ℃ hydrothermal temperature and 23.4 mmol/L PMS. Considering the environmentally friendly and cost-effective nature of heterogeneous catalytic technology, the optimal conditions of the technology were chosen as the recycling solution for conventional plastic PP. As detailed in Fig. 4, the heterogeneous protocol achieved the lowest GWP (1.1 kg CO2-eq/kg PLA) and NREU (−19.84 MJ/kg PLA), justifying its adoption as the selected PLA recycling strategy. As shown in Text S7 and Fig. S5 (Supporting information), sensitivity analysis shows that due to the fluctuation of PMS loss, the cost advantage of European operations and the 8%−20% variability of results.
Figure 4
Figure 4.
Fenton-like technology scheme considering environmental and economic benefits.
In this study, the systematic environmental and economic benefits assessment was conducted for the Fenton-like technology used to convert conventional plastic and biodegradable plastic into fuels. This study demonstrated the substantial potential of heterogeneous Fenton-like catalysis as a sustainable strategy for plastic waste valorization. The results extended beyond laboratory-scale efficiency metrics to provide a holistic environmental and economic framework. A key advancement was the quantification of the engineering benefits of replacing homogeneous catalysts with heterogeneous catalysts. The strategy led to a 98% reduction in the consumption of oxidants. Additionally, a net negative resource-energy utilization (NREU = −19.84 MJ/kg) was achieved for the first time in the conversion of PLA to high-value hydrocarbons. Sensitivity analyses indicated that there is a cost advantage in European operations with 8%−20% variability in outcomes due to PMS loss fluctuations. The findings substantiate the potential of Fenton-like systems for plastic waste valorization, establishing a reference for plastic recycling. Furthermore, the non-linear relationship between catalyst dosage/PMS concentration and system sustainability indicators establishes a quantitative decision-making framework for scaling up plastic stabilization technologies. This framework identified critical operational thresholds and effectively moves beyond the conventional trial-and-error approach in catalyst and process optimization.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
This work was supported by the National Natural Science Foundation of China (Nos. 52570170, 52322005, 52176197, and 52100156), the Young Scientific and Technological Talents (Level Two) in Tianjin (Nos. QN20230214 and QN20230114), Tianjin Science and Technology committee (No. 24JCJQJC00140), and the Climbing Program of Tianjin University (No. 2023XPD-0006).
Supplementary materials
Supplementary material associated with this article can be found, in the online version, at doi:10.1016/j.cclet.2025.112231.
[1]
P. Europe, Circular Economy for Plastics – A European Analysis, https://plasticseurope.org/knowledge-hub/the-circular-economy-for-plastics-a-europeananalysis-2024/, 2024.
[2]
X. Jiao, K. Zheng, Z. Hu, et al., Adv. Mater. 33 (2021) 2005192. doi: 10.1002/adma.202005192
[3]
F. Vidal, E.R. van der Marel, R.W.F. Kerr, et al., Nature 626 (2024) 45–57. doi: 10.1038/s41586-023-06939-z
[4]
B. Liu, P. Wang, J. Zhou, et al., Nat. Energy 10 (2025) 215–225.
Figure 1
LCA and TEA of PP homogeneous conversion process. Effects of catalyst concentration, PMS concentration and hydrothermal temperature on (a) GWP and (b) NREU. (c) Comparison of MSP and production efficiency. Note: Hydrothermal temperature (HT, ℃), catalyst concentration (CC, mmol/L), PMS concentration (PC, mmol/L).
Figure 2
LCA and TEA of PP heterogeneous conversion process. Effects of pyrolysis temperature, catalyst concentration, PMS concentration and hydrothermal temperature on (a) GWP and (b) NREU. (c) Comparison of MSP and production efficiency. Note: Pyrolysis temperature (PT, ℃), catalyst concentration (CC, g/L), PMS concentration (PC, mmol/L), hydrothermal temperature (HT, ℃).
Figure 3
LCA and TEA of PLA heterogeneous conversion process. (a) Effects of PMS concentration and hydrothermal temperature on GWP, NREU, MSP and production efficiency. (b) Contribution of each production unit to GWP and NREU. (c) Contribution of each production unit to MSP. Hydrothermal temperature = 140 ℃, PMS concentration = 23.4 mmol/L.

 DownLoad:
DownLoad:

 下载:
下载:





 下载:
下载:
