
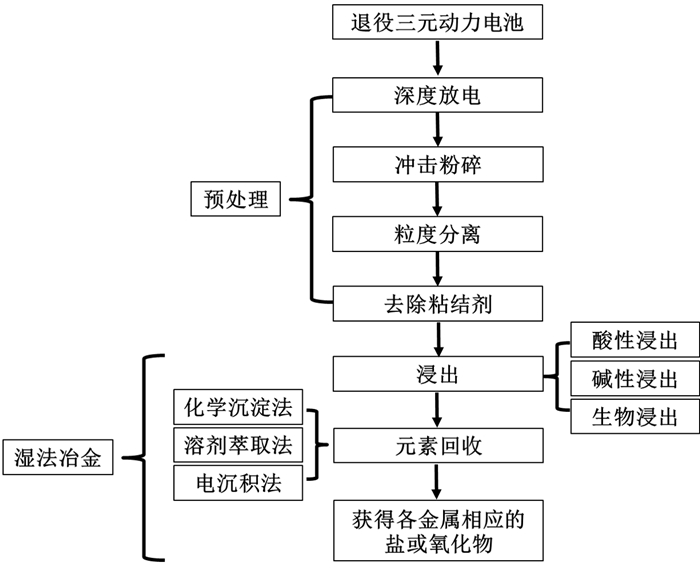
图 1.
动力电池回收过程
Figure 1.
Power battery recycling process

近些年,中国新能源汽车市场高速发展,新能源汽车年产量到2020年将超过200万辆,累计产销量将超过500万辆[1]。在汽车电池装机量方面,2017年和2018年装机量分别为36.44和56.89 GWh,同比增长29.2%和56.11%。从动力电池种类来看,三元电池和磷酸铁锂电池仍占主体地位,其中三元电池2017年装机量为16.01GWh,约占总装机量的43.94%,2018年装机量为33.09GWh,占比58.17%,三元电池装机量占比逐年升高,将会成为主流动力电池。
随着汽车日常使用次数和使用年限的增加,新能源汽车动力电池的各项性能日渐衰减。依据国际通用电池规范,为了保证汽车日常行驶安全,当动力电池组性能衰减到原动力电池的80%时,必须进行退役替换。而退役下来的电池要进行回收再利用才能更好地实现其价值[2]。
随着时间推移,动力电池退役数量逐年升高,之前装机的动力电池陆续在2018年至2025年进入退役期。按照乘用和商用动力电车电池使用寿命分别为8年和5年来估算,预计2022年退役动力电池将会达到32.94GWh[3],由此带动动力电池回收市场高速发展,乐观估计2020年市场规模将达到110亿元,到2025年将达到380亿元[4]。因此,对退役动力电池进行回收再利用,具有极高的经济效益和社会价值。
三元动力电池通常指使用镍钴锰酸锂(LiNixCoyMnzO2)三元材料作为电池正极材料的动力电池,与磷酸铁锂、镍酸锂、钴酸锂和锰酸锂电池相比,具有成本低、放电容量大、循环性能好、热稳定性好、结构较稳定等优点[5]。商用的三元动力电池主要由正极、负极、隔膜、电解液和外包装组成。正极为镍钴锰三元材料,负极主要为碳负极、钛酸锂以及硅基等合金材料[6]。隔膜主要采用聚乙烯(PE)、聚丙烯(PP)等聚烯烃微孔膜。电解液一般由非水有机溶剂(如碳酸乙烯酯(EC)、碳酸丙烯酯(PC)、碳酸二甲酯(DMC))和电解质锂盐(如六氟磷酸锂(LiPF6))两部分组成。正负极集流体一般为铝箔和铜箔[5]。
三元动力电池中含有大量的高价值金属资源,例如锂和钴。2019年7月数据显示,国内碳酸锂和电解钴的均价在6.35和22.5万元/吨左右。由于新能源行业的蓬勃发展,全球对高价值金属需求增加。2018年全球锂化工产品需求量增加约27%,达26.9万吨,2019年全球锂的消费量将增长17%,至少达到31.5万吨。全球电解钴2020年需求将达到13.4万吨,其中,动力电池对钴的需求增长至3.3万吨。近年来全球锂和钴的产量增速放缓,预计未来将面临严重短缺的问题。同时电池潜在的环境和安全问题也不容忽视。电池中的镍、钴、锰等重金属会污染土壤和地下水,并且电解液容易与水反应释放出有害气体,如氟化氢[7],可能引起爆炸或火灾事故[8]。
结合前言介绍,退役三元动力电池指三元动力电池不满足汽车日常行驶标准,即容量保持率为初始容量的80%以下,进行退役的电池。动力电池退役后,首先会进行筛选,满足梯次利用条件的电池,会首先进行梯次利用然后再进行回收,不满足条件的直接进行回收。梯次利用最典型的是储能领域,包括风光储能、智能电网的削峰填谷与频率平衡、偏远地区分布式供电、充换电站储能、家庭电能调节等[9],这些领域对电池性能要求较低,使用条件相对温和,退役电池可以满足其日常需求,而梯次利用具体使用条件有待学者进一步研究。退役三元动力电池回收流程图见图 1。进行回收的退役三元动力电池又称为废旧锂电池。回收可实现废弃物再利用,以节能经济的方式处理有害物质,合理有效回收退役动力电池对于实现电池行业可持续发展至关重要[10]。
目前,退役三元动力电池的回收多采用干法冶金和湿法冶金工艺[11, 12]。其中,湿法冶金工艺具有提取效率高、能耗低、有害气体排放少、资金成本低等优点,在工业实现方面具有巨大潜力;而且,湿法冶金过程中产生杂质少,回收产物可重新应用于生产环节,形成闭式循环,成为国内外研究热点。
预处理过程主要包括深度放电、冲击粉碎、粒度分离、去除粘结剂等。可以通过预处理过程,对材料进行粉碎筛分并剔除粘结剂等复杂干扰因素,提高材料在后续过程中的浸出、化学沉淀和溶剂萃取效率[13]。
(1) 深度放电过程。通过浸泡法或电阻法使废旧锂电池深度放电,将电池中的残余容量尽可能放空,避免残余电能引发漏电、发热、起火等潜在危险。
(2) 冲击粉碎过程。在惰性气氛或低温环境下对废旧锂电池进行切割或者冲击粉碎,破碎不仅会改变颗粒尺寸和组分分布,还会改变电极材料的表面性质,利于后续的分离过程[12, 14]。Huang等[15]将电池破碎至0.5~2 mm粒径,通过重力分离可将分离效率提升到90%,外加磁场时回收率达到95%以上,金属回收率提高75%~90%。Yang等[16]利用机械化学活化法从退役电池正极废料中选择性回收铁和锂元素。通过预处理和稀释后的H3PO4浸出液,可使铁和锂元素的浸出率分别显著提高到97.67%和94.29%。
(3) 粒度分离过程。筛选分离粒径较大的有机聚合物和粒径较小电极材料。Nogueira等[17]利用磁选分离技术分离铁粉,但该过程会夹杂少量金属镍粉末和微小的电极材料颗粒。Sun等[18]将电极材料通过600℃真空热解30min从铜箔或者铝箔上剥离,使回收工艺更加简单。Shin等[19]提出了一种单一的预处理技术,直接将废旧锂电池压碎成合适的尺寸,然后进行磁选分离,通过细选和筛分筛除铝箔。三种方法均利用粒度分离方法有效分离电极材料颗粒,但仍存在颗粒表面粘结剂残留的问题。
(4) 去除粘结剂过程。去除粘结剂在预处理过程中对正极材料与铝箔和有机粘合剂分离中起着重要作用。常用的方法有热处理[20]、超声波清洗[21]和有机试剂溶解[22]。
退役三元动力电池进行预处理后得到正极、负极、铝箔、铜箔等碎片及电解液,其中正极材料碎片含有较多有价值金属,回收价值高。负极主要由碳负极、钛酸锂以及硅基等合金材料组成,材料本身价值较小,提取工艺难度较大。电解液在商用三元动力电池中质量占比很小,且具有较强挥发性,同样回收难度较大。铝箔碎片可以通过粒度分离进行回收,也可以直接用于冶炼回收,铜箔碎片直接用于冶炼回收。隔膜和外壳碎片回收价值较小,通过粒度分离剔除。
虽然许多学者在预处理方法上做了大量的研究,但在预处理过程中仍然存在一些技术障碍和挑战,例如目前学者对小容量、小体积的电池单体预处理技术研究较多,而针对具有高容量和大体积的商业化电池模组的预处理技术仍存在技术障碍和挑战,若处理不当,极易发生短路和爆炸,存在较大安全隐患。
预处理获得的三元电池电极材料碎片,需要通过酸碱试剂作为媒介使电极材料中的金属离子溶解,选择性地分离浸出金属元素。湿法冶金工艺是将预处理后的电极材料碎片在酸碱溶液或生物溶液中浸出,通过化学沉淀法、溶剂萃取法和电沉积法等方法将元素分离,获得各金属相应的盐或氧化物,流程图见图 2。
Zheng等[23]以三元LiNi1/3Co1/3Mn1/3O2动力电池为例,给出湿法冶金回收退役三元动力电池中有价值金属过程。通过拆除、粉碎、浸出和去除杂质等过程后,调节pH将铁、铝等杂质元素以氢氧化物形式沉淀后回收,镍、钴、锰元素通过共沉淀形式从纯化的浸出溶液中直接制备,最后通过添加可溶性碳酸盐,使锂离子形成碳酸盐沉淀析出。
浸出的过程是用化学溶剂从电极材料碎片中提取可溶物质。在浸出之前,二次颗粒是球形的,由小颗粒聚集而成。浸出1min后,大颗粒松动,一些颗粒分解成小块;3min后,颗粒变小,随后小颗粒随浸出时间明显收缩;浸出反应在最初的几分钟(< 3min)内非常快[24]。
(1) 酸性浸出。在早期的研究中,无机酸试剂(例如盐酸、硝酸、硫酸)等被广泛用作浸出试剂,但是其仍存在如浸出过程中释放有毒气体造成二次污染和复杂的分离提纯过程等问题[18]。没有添加还原剂的钴的浸出效率遵循HCl>HNO3≈H2SO4的顺序。但使用HCl时,Co3+可与盐酸反应生成有毒气体氯气(Co2+反应不会产生氯气),为此普遍采用添加H2O2[25](H2O2既可以作氧化剂又可以作还原剂,这里用作还原剂)、硫代硫酸钠[26]、抗坏血酸[27](既可作为酸又可作为还原剂)等还原剂提高钴浸出率并抑制毒气产生,数据显示钴浸出率分别达到99%、99.5%和94.8%。原理是Co2+在室温下比Co3+更容易溶解,但三元材料中Co主要为+3价,添加还原剂后,Co3+被还原为Co2+,浸出效率和反应动力学明显改善。
Gao等[28]研究表明,甲酸可作为浸出和分离试剂用于从电极材料碎片中回收锂。通过研究不同参数如温度、甲酸浓度、H2O2用量和固液比的影响,优化工艺的锂浸出率可以达到99.93%。随后又从浸出液中进一步分离剩余的镍、钴和锰,得到纯度为99.90%的Li2CO3。Li2CO3萃取后的最终溶液可以进一步加工制备甲酸钠,并且镍、钴和锰沉淀物可以用于正极材料的前驱体制备。结果表明,该工艺中铝、锂、镍、钴和锰的回收率分别为95.46%、98.22%、99.96%、99.96%和99.95%,实现了废弃电极材料的有效资源回收。
后期研究中还广泛研究了柠檬酸[29]、天冬氨酸[29]、苹果酸[29]、草酸[30]和甘氨酸[31]等有机浸出剂,有机试剂生物降解性好、生产过程中的烟气较少,但是有机试剂的能量消耗和成本远高于无机试剂[29]。
(2) 碱性浸出。除了酸浸出系统外,学者还研究了碱性浸出系统。Zheng等[32]使用氨-硫酸铵作为浸出液、亚硫酸钠作为还原剂的浸出系统,该系统在浸出过程中具有金属选择性,第一步浸出液中镍、钴和锂的总选择性大于98.6%,而锰的选择性仅为1.36%。
Ku等[33]用氨、氨亚硫酸盐和碳酸铵三种试剂构成浸出系统,实验表明在氨系统中容易将铜从镍、钴混合液中分离出来,这是因为废旧锂电池中镍、钴处于高价态,这使得它们很难溶解到系统中。氨亚硫酸盐可充当pH缓冲剂以稳定浸出溶液的pH,碳酸铵可充当还原剂提高镍、钴浸出效率。
(3) 生物浸出。生物浸出是一个新兴的跨学科技术,该技术最近被应用到废旧锂电池回收研究中[34, 35],是一种新颖的、极具研发潜力的浸出技术。一般来说,生物浸出是通过使用化学营养和嗜酸细菌进行的,该细菌利用硫元素和亚铁离子作为能源,在浸出介质中产生诸如硫酸和铁离子的代谢产物,这些代谢产物可促进溶解电池中的金属。Xin等[36]通过混合硫磺和铁氧化细菌培养物研究了对废旧锂电池中钴、锂元素的生物浸出机制,研究表明酸溶解是锂元素生物浸出的主要机制,与能量类型无关;除了酸溶解,Fe2+催化还原反应也参与生物浸出过程。Zeng等[37, 38]和Chen等[39]用氧化亚铁硫杆菌在0.02g/L的Ag+环境中浸出钴,7d内钴的浸出率可达98.4%。生物浸出过程中,Cu2+可作为催化剂,在溶液中加入0.75g/L的Cu2+后,6d内钴的浸出率可达99.9%。
与传统方法相比,生物浸出过程能够在温和条件下进行,能耗较低,使其成为一种环保技术。但是,该技术由于易受环境污染以及需要长期细菌培养,所以仍需大量的探索。然而从长远来看,该技术是废旧锂电池回收中最环保、最具潜力的技术。
浸出液中含有镍、钴、锂、铝、锰、铁和铜等多种金属元素,其中前五种元素为主要回收的对象。常用的分离回收方法有化学沉淀法、溶剂萃取法和电沉积法等。
(1) 化学沉淀法。化学沉淀法通过沉淀剂与浸出液中贵金属的发生化学反应,沉淀产生不溶性化合物。一般沉淀剂包括氢氧化钠、草酸、草酸铵和碳酸钠,这些沉淀剂可与钴、锂离子反应形成氢氧化钴[40]、草酸钴[41, 42]、磷酸锂[43, 44]和碳酸锂[23]等不溶性沉淀物。除了贵金属的回收,化学沉淀也可用于去除痕量的杂质,如铁、铜或铝[45]。化学沉淀分离过程取决于化合物在某些pH和温度下的不同溶解度,需要在沉淀过程中小心控制。Sun等[18]开发了一种基于真空热解、草酸盐浸出和沉淀的新型湿法冶金工艺,其中活性材料的混合物在80℃下1.0mol/L浓度草酸盐溶液中浸出120min,然后将钴从LiCoO2直接沉淀为CoO。在实验中LiCoO2的反应效率超过98%。
(2) 溶剂萃取法。溶剂萃取法是利用特定有机溶剂与溶液中的有价值金属离子反应形成配合物,然后对金属离子进行分离回收。根据文献报道,常用的萃取剂有Cyanex272、Cyanex923、二(2-乙基己基)磷酸(D2EHPA)、P507、三正辛胺(TOA)等。其中D2EHPA常用作提取铜和锰的萃取剂,Cyanex272常用作分离镍和钴的萃取剂。
Chen等[46]以D2EHPA为萃取剂,萃取的镍、钴、锂、锰金属元素回收率分别为98.7%、98.2%、81.0%、97.1%。Jha等[47]使用Cyanex 272作为萃取剂、异癸醇为改性剂、煤油作为稀释剂,在pH 5.0下,钴的提取效率达到99.9%。Li等[29]利用绿色萃取剂(柠檬酸、苹果酸和天冬氨酸)对比萃取钴和锂的回收效率,发现柠檬酸、苹果酸萃取钴元素回收率为90%,锂元素回收率接近100%;天冬氨酸的萃取效率稍差。
溶剂萃取可在室温下短时间、高纯度、高效率地萃取废旧电池中有价值金属。然而,该方法还存在诸如操作复杂和溶剂成本高的缺点。因此,未来的研究努力应集中在廉价溶剂的开发和溶剂的循环利用上。
(3) 电沉积法。电沉积法可以回收镍、钴、铜等金属元素,Feritas等[48]将废旧锂电池拆解后,用水冲洗去除正极的电解液。用HCl和H2O2作还原剂,在pH=5.4、电荷密度为10C/cm2的环境中,电沉积得到钴,电荷效率达到96.6%。Santos等[49]在电势为-1.1V,电荷密度为-90C/cm2的条件下,在浸出液中电解得到含有镍和钴元素的电沉积物。
电沉积法操作简单易行,但能耗较高,对浸出液直接进行电沉积,通常得到镍钴合金,所以需要萃取分离后再进行电沉积,这样可以提高镍钴金属纯度。
干法冶金工艺又称火法冶金工艺,是将废旧锂电池经过预处理后(预处理过程与湿法冶金相同),将电极材料放入电炉中加热,并加入适当的熔剂使金属形成合金。熔剂的要求是要对钴、锰具有较小的溶解度,对锂具有较大溶解度。常用的熔剂有SiO2、Al2O3、MgO、CaO等[50]。
Xiao等[51]提出一种新型MnO-SiO2-Al2O3干法冶金工艺,该工艺是往废旧锂电池中添加软锰矿作为助熔剂。结果表明,MnO/SiO2比例控制在2.05~3.23,Al2O3量在19.23(wt)%~26.32(wt)%范围时效果较好,富锰渣中MnO和LiO含量可达到47.03(wt)%和2.63(wt)%,在随后的浸出实验中锰和锂的回收率分别可达79.86%和94.85%。
干法冶金对废旧锂电池组成材料要求较低,具有更高的成本效益,但其能耗大,这也提高了设备的使用要求,而且在回收过程中可能将金属氧化,焚烧过程中容易产生有毒有害气体,对环境造成污染。
除了传统的干法工艺、湿法工艺,学者还对联合冶金工艺进行了研究。该工艺解决了干法工艺不能回收锂的一大缺陷,其工艺内容和干法、湿法工艺内容相似,只是工艺流程略有变化,这里不再过多的复述。
尽管退役三元动力电池回收利用在全球范围内进行了广泛的研究,在过去几年取得了很大进展。然而,在回收过程中仍然存在需要解决的问题:
(1) 目前的技术研究大多是在实验室中进行,将研究技术应用到大规模工业生产中较困难,实现经济效益的最大化还有待进一步研究。
(2) 电池预处理过程中存在安全隐患,如短路和爆炸,具有高容量和大体积的商业化电池模组尤是如此,迫切需要进一步研究自动化安全拆解大型动力电池模组的方法。
(3) 回收过程中容易产生有毒气体和废液,特别是热处理过程中易产生SO2、HF、NO、NO2等有毒气体。需要尽量避免废气废液产生,考虑将废气废液进行循环再利用处理,对有毒气体进行无害化处理。
(4) 目前回收研究还仅侧重于电池正极,主要原因是其具有高价值的稀有金属,经济效益高。虽然电池负极回收价值低,电解液挥发性强,回收难度大,但从资源再生和环保角度来看,应对其进行妥善回收和处理。
(5) 大多数研究只关注回收过程中操作参数或工艺流程对浸出过程的动力学和回收效率的影响,没有考虑过程中能耗、环境污染和经济效益等关键因素,因此需要建立一个完整的评估体系,对整个回收过程进行把控。
总体来看,目前退役三元动力电池回收市场仍属于“蓝海”市场,还未引入大量资本投入。随着退役三元动力电池总量的爆发,相关政府部门、科研机构、部分企业的高度重视,这一领域潜在的巨大商业市场,势必引起众多企业积极参与和竞争。在未来,新产品、新技术、新商业模式,将会层出不穷。未来随着全球动力锂电池行业的高速发展,退役三元动力电池回收利用势必成为一个新兴产业,具有极大的发展空间。
Zheng S, Huang J. Proceedings of the Fifth International Forum on Decision Sciences, Singapore:Springer, 2018:295~306.
白恺, 李娜, 范茂松, 等.华北电力技术, 2017, (3):39~45. http://www.cnki.com.cn/Article/CJFDTOTAL-HBDJ201703006.htm
彭结林.合肥工业大学硕士学位论文, 2017.
吴锺昊, 姜刚, 盖博铭, 等.资源再生, 2018, (3):25~27. doi: 10.3969/j.issn.1673-7776.2018.03.009
王伟东, 仇卫华, 丁倩倩, 等.锂离子电池三元材料工艺技术及生产应用.北京:化学工业出版社, 2015.
罗飞, 褚赓, 黄杰, 等.储能科学与技术, 2014, 3(2):146~163. doi: 10.3969/j.issn.2095-4239.2014.02.010
Zeng X L, Li J H, Liu L L. Renew. Sustain. Energy Rev., 2015, 52:1759~1767. http://www.sciencedirect.com/science/article/pii/S136403211500859X
Zeng X L, Li J H, Singh N. Crit. Rev. Environ. Sci. Technol., 2014, 44(10):1129~1165. doi: 10.1080/10643389.2013.763578
Leila A, Young S B, Michiel F, et al. Int. J. Life Cycle Ass., 2017, 22(1):111~124.
Ordoñez J, Gago E J, Girard A. Renew. Sustain. Energy Rev., 2016, 60:195~205. doi: 10.1016/j.rser.2015.12.363
J Li, G Wang, Z Xu. Waste Manage., 2016, 52:221~227. doi: 10.1016/j.wasman.2016.03.011
Wang X, Gaustad G, Babbitt C W. Waste Manage., 2016, 51:204~213. doi: 10.1016/j.wasman.2015.10.026
Kosaraju S. Sweden: Department of Chemical and Biological Engineering Chalmers University of Technology. 2012.http://publications.lib.chalmers.se/records/fulltext/163605.pdf.
Diekmann J, Hanisch C, Froböse L, et al. J. Electrochem. Soc., 2017, 164(1):6184~6191. doi: 10.1149/2.0271701jes
Huang K, Li J, Xu Z. Waste Manage., 2011, 31(6):1292~1299. doi: 10.1016/j.wasman.2011.01.006
Yang Y, Zhao C. ACS Sustain. Chem. Eng., 2017, 5(11):1~10.
Nogueira C A, Margarido F. Energy Technology 2012:Carbon Dioxide Management and other Technologies, 2012:701~703.
Sun L, Qiu K. J. Hazard. Mater., 2011, 194(11):378~384. http://www.sciencedirect.com/science/article/pii/S0304389411009952
Shin S M, Kim N H, Sohn J S. Hydrometallurgy, 2005, 79(3):172~181. http://www.sciencedirect.com/science/article/pii/S0304386X0500143X
Granata G, Pagnanelli F, Moscardini E. J. Power Sources, 2012, 212:205~211. doi: 10.1016/j.jpowsour.2012.04.016
He L P, Sun S, Mu Y Y. ACS Sustain. Chem. Eng., 2016, 5(1):1~10. http://www.researchgate.net/publication/309754286_Recovery_of_lithium_nickel_cobalt_and_manganese_from_spent_lithium-ion_batteries_using_L-tartaric_acid_as_a_leachant
Song D, Wang X, Nie H. J. Power Sources. 2014, 249:137~141. doi: 10.1016/j.jpowsour.2013.10.062
Zheng R J, Wang W H, Dai Y K. Green Energy Environ., 2017, 2(1):42~50. doi: 10.1016/j.gee.2016.11.010
Li L, Bian Y F, Zhang X X, et al. J. Power Sources, 2018, 377:70~79. doi: 10.1016/j.jpowsour.2017.12.006
Ferreira D A, Prados L M Z, Majuste D. J. Power Sources, 2009, 187(1):238~246. https://www.sciencedirect.com/science/article/abs/pii/S0378775308019964
Wang J, Chen M, Chen H. Proced. Environ. Sci., 2012, 16:443~450. doi: 10.1016/j.proenv.2012.10.061
Li L, Lu J, Ren Y. J. Power Sources, 2012, 218(12):21~27. http://www.sciencedirect.com/science/article/pii/S0378775312010683
Gao W, Zhang X, Zheng X. Environ. Sci. Technol., 2017, 51(3):1662~1669. doi: 10.1021/acs.est.6b03320
Li L, Dunn J B, Zhang X X. J. Power Sources, 2013, 233:180~189. doi: 10.1016/j.jpowsour.2012.12.089
Zeng X L, Li J H, Shen B Y. J. Hazard. Mater., 2015, 295:112~118. doi: 10.1016/j.jhazmat.2015.02.064
Nayaka G P, Pai K V, Santhosh G. Hydrometallurgy, 2016, 161:54~57. doi: 10.1016/j.hydromet.2016.01.026
Zheng X H, Gao W F, Zhang X H. Waste Manage., 2017, 60:680~688. doi: 10.1016/j.wasman.2016.12.007
Ku H, Jung Y, Jo M. J. Hazard. Mater., 2016, 313:138~146. doi: 10.1016/j.jhazmat.2016.03.062
Nazanin B H, Mousavi S M. Waste Manage., 2017, 60:666~679. doi: 10.1016/j.wasman.2016.10.034
Horeh N B, Mousavi S M. J. Power Sources, 2016, 320:257~266. doi: 10.1016/j.jpowsour.2016.04.104
Xin B P, Zhang D, Zhang X. Bioresource Technol., 2009, 100(24):6163~6169. doi: 10.1016/j.biortech.2009.06.086
Zeng G, Luo S, Deng X, et al. Miner. Eng., 2013, 49(8):40~44.
Zeng G S, Deng X R, Luo S L. J. Hazard. Mater., 2012, 199(2):164~169. http://www.sciencedirect.com/science/article/pii/S0304389411013033
Chen S Y, Lin J. J. Hazard. Mater., 2009, 161(2):893~899. http://www.sciencedirect.com/science/article/pii/S0304389408005736
Pegoretti V C B, Dixini P V M, Smecellato P C, et al. Mater. Res. Bull., 2017, 86:5~9. doi: 10.1016/j.materresbull.2016.09.032
Nayaka G P, Manjanna J, Pai K V. Hydrometallurgy, 2015, 151:73~77. doi: 10.1016/j.hydromet.2014.11.006
Wang F, Sun R, Xu J. RSC Adv., 2016, 6(88):85303~85311. doi: 10.1039/C6RA16801A
Pinna E G, Ruiz M C, Ojeda M W. Hydrometallurgy, 2017, 167:66~71. doi: 10.1016/j.hydromet.2016.10.024
Guo X Y, Cao X, Huang G Y. Environ. Manage., 2017, 198:84~89. http://www.ncbi.nlm.nih.gov/pubmed/28453989
Joo S H, Dong J S, Oh C H. Hydrometallurgy, 2016, 159:65~74. doi: 10.1016/j.hydromet.2015.10.012
Chen X P, Chen Y B, Zhou T. Waste Manage., 2015, 38(1):349~356. http://www.sciencedirect.com/science/article/pii/S0956053X15000045
Jha A K, Jha M K, Kumari A. Sep. Purif. Technol., 2013, 104(5):160~166. http://www.sciencedirect.com/science/article/pii/S1383586612006223
Freitas M B J G, Garcia E M. J. Power Sources, 2007, 171(2):953~959. doi: 10.1016/j.jpowsour.2007.07.002
Santos V E O, Celante V G, Lelis M F F. J. Power Sources, 2012, 218(12):435~444. https://www.sciencedirect.com/science/article/pii/S0378775312011494
Souza R, Queiroz C, Brant J, et al. Miner. Eng., 2019, 130:156~164. doi: 10.1016/j.mineng.2018.10.015
Xiao S W, Ren G X, Xie M Q, et al. Recovery of valuable metals from spent lithium-ion batteries by smelting reduction process based on MnO-SiO2-Al2O3 slag system//Advances in Molten Slags, Fluxes, and Salts: Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts 2016. Springer, Cham, 2016: 211~218.

 扫一扫看文章
扫一扫看文章

扫一扫关注我们
 下载:
下载:

 下载:
下载:

 下载:
下载: